
-
26-08-2016 #1

 Last Activity: 05-11-2017
Last Activity: 05-11-2017



Here is the basic time-line leading to my question... I had an idea to make some things but I knew very little of machining. Did tons of study and realised I will never know enough but didn't give up (stupidly or not I don't know yet). Decided CNC was most in line with what I wanted to do and got some quotes for others to prototype and produce my designs but that didn't work out. After much searching (and begging for loans) I bought a refurbished Orac cnc converted to Mach3 with a home-made auto tool changer. Learning curve (everything) so steep I wanted to just jump off a cliff so many times but stubbornly carried on.
After many trials and tribulations such as needing to change the foreign language half-broken laptop computer it came with and stuff that I won't mention because I know how stupid it will make me look (oh, you have to twist the EM button to reset it?) I have got to the point of manually using the keyboard to jog the tools to make some things. Not the way it was intended, but I have at least now made something and know a lot more about Mach3 and the lathe. Still long way to go with the 2d/cad/cam stuff. Thinking I'll just use the wizards at first.
The immediate problem is the auto tool post constantly slipping out of alignment. For plastic is was fine but lately I have been trying brass and it slips a lot. Maybe I am sometimes feeding it to fast and/or cutting to much depth at one time and this wouldn't be a problem if using the lathe as cnc? I took the changer apart and can see how a couple of set screws hold the tool post alignment gear with the axle, I don't think this is a rigid design. Also the little transformer looking motor that changes the positions is constantly heating up quite hot even though I'm not using it. So I am thinking to change the auto-changer for something else. First I thought about using a quick-change tool post but then I remembered seeing someone had an arrangement for multiple fixed tools on a plate and found out this is commonly referred to as a "gang" tool arrangement. Lots of videos on YouTube for this style of tool holding. I am only going to make small items and from what I've seen I think are non-standard (?) boring type tools that do things like external grooving/parting etc... the number of tools on the Orac could be easily enough to do what I want given the cross travel distance.
Having said all that, does anyone have any experience using a gang tool holder/plate type set up? I see these tool holders can be made specifically to hold regular and modified boring tools directly or they are made to hold multiple ER collet chucks which in turn hold the tools. A company in the States that makes gang tool holders is Omniturn, but maybe someone knows of sources in the UK?
Cheers
RobLast edited by Rob; 27-08-2016 at 07:42 PM.
-
26-08-2016 #2
Last Activity: 1 Day Ago


I ran some gang tooling along with a QCTP (Quick Change Tool Post) on my old connect lathe.
I had mine setup to take three ER collets. Details of the setup can be found at http://www.machsupport.com/forum/ind...c,20153.0.html
There are plenty videos on youtube for ideas, but the big limiting factor is X-axis travel.
Personally, I'd see if the tool changer could be made reliable, as manually changing tools continually gets quite monotonous.Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
-
26-08-2016 #3
 Last Activity: 23-09-2017
Last Activity: 23-09-2017

Rob,
Do you have photos of the tool changer.
A lot of these did look home made even though they were made by the manufacturers. They used to have a tiny 24v DC motor and it spun to work the worm and wheel [ very crudely made] and went past centre, then reversed onto a ratchet and the motor stalled but then it dropped the voltage to around 9v ? to hold it on the pawl.John S -
-
26-08-2016 #4
 Last Activity: 30-11-2016
Last Activity: 30-11-2016
New user, hi all!
Some stuff I have learnt with an emco pcturn55:
drop mach3, use linuxcnc.
probably your auto changer will work fine (mine does). Post pictures and i can comment more...
gang tooling will also work fine.
You need a milling machine to make tools for your lathe...
cheers,
john
-
27-08-2016 #5
Last Activity: 05-11-2017
Hi, thx for both replies. I made a video to send to the guy who made the toolpost (youtube link below). His English is limited so I did repeat myself a few times and also I really had no proper idea what I was talking about :) Since then I started to take it apart and found I was completely wrong in that the two set bolts are in fact the ones that are used to adjust the gear position and which I have adjusted numerous times now. It works for a while then slips.
The motor voltage drop would explain how they solved the tool from bouncing up and down, I was wondering about that if the belt would hold it with tension from the motor. The motor is also getting very hot though which worries me.
Anyway, the video still shows the changer quite well so please have a look and let me know what you guys think. I'm pretty sure he did make it himself and well done to him, but I just don't know what to do to about this slipping. Plus the motor is getting very hot.
https://youtu.be/mpLcjtrQ3pA
Cheers
Rob
PS: I haven't got to the point of using the Orac with g-code yet, only using the manual jogging. I'm hoping to ask a friend who used to work with cnc lathes to explain the basic Mach3 turning wizards to me when possible as the cad/cam process is a bit daunting right now. I can't even understand (yet) how the different types of homing works. I'll get there eventually.
As much as an auto tool changer is a nice idea, I still like the idea of a gang tooling arrangment. Also, this man, (maybe the forum knows him) made a really nice tool post https://www.youtube.com/watch?v=IfYLgENFvIkLast edited by Rob; 27-08-2016 at 07:38 AM.
-
27-08-2016 #6
Last Activity: 23-09-2017
Rob,
Won't get a chance to reply in full until tonight but once the bolts are adjusted you really need to cross drill it and fit a dowel to stop the slipping. Also make two decent thick washers up instead of the off the shelf punched out ones that will never tighten correctly.
It looks to be reasonable made but the direct belt drive frightens me. It really needs to go thru a worm drive so it can't drive back.
Something like this.
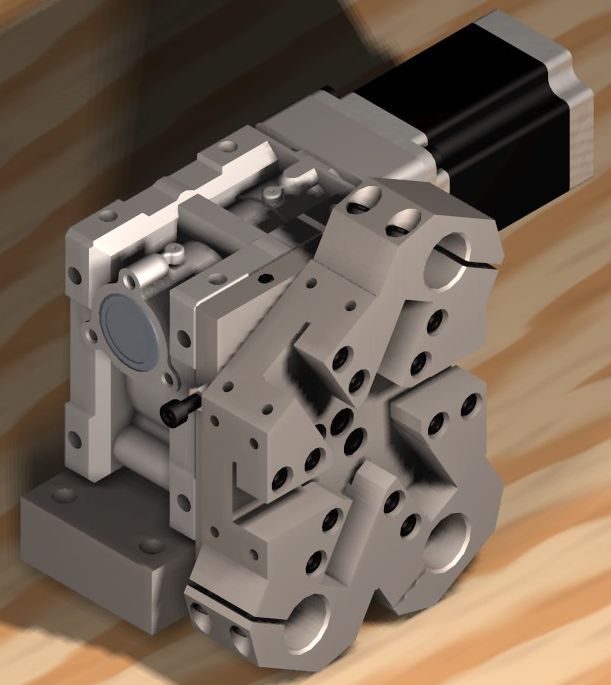 John S -
John S -
-
27-08-2016 #7
Last Activity: 05-11-2017
Thanks for having a look John. I was also thinking to drill it through and put in a dowel pin, but long term if more tools are added it might end up needing lots of holes. Actually I might do that in the short term until I can get a gang tool arrangement. I dont even see how the individual tool height can be adjusted without using shims or something. I just don't like this thing, such a hurdle and I haven't even got to the cnc part yet, rofl.
Last edited by Rob; 27-08-2016 at 08:06 PM.
-
27-08-2016 #8
Last Activity: 23-09-2017
If the tool plate and ratchet have been machines accurately they it should all stay in line. You have guessed right and yes you do have to shim tools up to get on centre.
Where are you based ?
One problem with gang tooling is that the Orac doesn't have a great travel in the X axis to get different holders on.
Short term, if the bearings on this tool changer are OK and not got loads of bag in them is to replace the ratchet wheel with a wheel that has 8 ? holes in it and use a detent pin to locate it after turning by hand, like the example you linked to on YouTube.John S -
-
27-08-2016 #9
Last Activity: 05-11-2017
Well John, I just had a long look and play about with the auto-changer and think you are right that the best way forward is to get one of the tools aligned the best I can, tighten the set bolts then drill though the first piece and partly into the cog gear, then use a dowel to secure that position. Then any other tools can be adjusted with shims.
The gang tool idea, you are also right. I could maybe get 4 tools on there but I can see it's a major endevor. Forget it for the Orac.
As for the bounce back of the wheel when the lever is on a cog gear, well, the original belt and motor hasn't shown not to work yet so I will still have an auto-changer if that works. If the motor doesn't hold it steady enough, then I have a second plan to cut out the auto changing part and use rubber bands from a hook on the casing and for each tool change I'll hook the bands over a tool on the other side effectively pulling the wheel in the opposite direction. Sure, cowboy way of doing it but I don't have a machine shop and live in the middle of no-where in rural Scotland. Came up from England to do a bit of gold panning and decided to stay, lol. Accent is Canadian, moved to UK 1990.
While looking at this toolpost I also played around with the homing controls, didn't go well. I'll have to sit down this week with the Mach3 pdf instructions and go through it. Bit by bit. Also I would like to see if I can actually get the auto-changer to change a tool, I can't figure out how to do it yet.
Thanks for your thoughts and suggestions on this, I think I can get this thing to work. Happier than yesterday :)Last edited by Rob; 27-08-2016 at 11:35 PM.
-
02-09-2016 #10
Last Activity: 1 Day Ago
So changing controller software will fix a mechanical problem?
 Originally Posted by Billythefish
Originally Posted by Billythefish
 Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
Avoiding the rubbish customer service from AluminiumWarehouse since July '13.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Interesting story
By TonyD in forum General DiscussionReplies: 1Last Post: 12-06-2014, 09:46 PM -
Anyone had experience with one of these Coolubricators...
By Wal in forum Swarf & Chip ManagementReplies: 4Last Post: 06-04-2014, 02:16 PM -
Gang Tooling Block
By Dave Clayton in forum Machine DiscussionReplies: 0Last Post: 21-10-2011, 09:52 AM -
XYZ Proturn SLX355 I want to Fit Gang Tooling Help!!!
By Dave Clayton in forum Lathes, Lathe Rebuilding & ConversionsReplies: 0Last Post: 21-10-2011, 08:17 AM -
NEW MEMBER: Hi. I'm new to CNC with a story of hope!
By cuttingaxe in forum New Member IntroductionsReplies: 1Last Post: 17-08-2009, 03:59 PM

Bookmarks