
-
17-09-2016 #11

 Last Activity: 9 Hours Ago
Last Activity: 9 Hours Ago



 I'm just trying to get a feel for whether it's a direction in which I should move, it does look like a great first foray into CNC solution, but given that I'm already au-fait and comfortable with Mach's Mumbo Jumbo I was looking for a step up rather than a step sideways and possibly down.
I'm just trying to get a feel for whether it's a direction in which I should move, it does look like a great first foray into CNC solution, but given that I'm already au-fait and comfortable with Mach's Mumbo Jumbo I was looking for a step up rather than a step sideways and possibly down. Originally Posted by John S
Originally Posted by John S

Although I've yet to have a PC fail I have upgraded my controller machine a few times to the point where it will hapily run my CAD/CAM. One very nice feature with Mach3 is that for approximately £60 I am able to have a fully configured, 100% functional backup PC with a new HDD on the shelf and any keyboard or monitor from my other systems can replace the ones on the CNC in the event of failure.
With any luck these all-in-one boxes will take off in the starter CNC market and grow with their customer base to offer enhanced capabilities,
- NickYou think that's too expensive? You're not a Model Engineer are you? :D
-
17-09-2016 #12

 Last Activity: 2 Weeks Ago
Last Activity: 2 Weeks Ago
 Originally Posted by magicniner
Originally Posted by magicniner
NIck, its true if all is working as its meant. Reality have shown otherwise.
For example:
Right now in machine i have LPT board from my old machine that was working perfectly there. But not here. Now probe will not work , spindle output will not work with correct PWM, from that results that my mach3 screen /MachStdMill / is not working 100%. All that why? because board is near the servo drives in the box, and not so near mind that.
But hey, before that i had the Pokeys that is Ethernet and 24v powered but 5v on inputs and outputs, so what? Same problems. Wait, i had the galil 8 axis board/ 600euro second hand/ even before that, but no support,DIY plugin and communication with pc good for the 80ies...and so on.
Do you know how much time i spend playing with boards and make them work? And when i did sometimes, it happens that after Ethernet board i had to change back to x86 windows, cause-hey mach3 will not work on a x64 machine with LPT. When all was fine then PC crashed ... I have 3 PCs for that purpose and thought like you think.
I would have bought one of the CSMIO rigth from the start , 24vdc, shielded, etc. But they made them so that they don't work with MachStdMill +the cheap one would not square at homing and is not so cheap at 300 euro. And the other one is quite steep at 800euro. And at that moment i cared about that, because i love that screen.
Now i care only to start machine and to work. What i am saying is that for a production, even if its home production, most important is when you start the machine -to work 100%. And yes, i could say the same- controller burns and i put another one inside it, program it for 1/2 and thats it. is not that the same?
In other words if i was happy with a combo for which i have payed 200 euro for software and 100-800euro for hardware, Why on earth would i be researching other possibilities and reading Chinglish manuals?
FIY i am looking now at the "next step" as you say it. So the answer is: yes there is, but not for 150 euro from china like the one we are discussing here. For the moment i have narrowed things to 980-990MDc overview and manual , there are even better ones - 1000 and 1500, but are priced near the model numbers and i think are out of scope for normal retrofit or DIY machine.
-
The Following User Says Thank You to Boyan Silyavski For This Useful Post:
-
20-09-2016 #13
Last Activity: 2 Weeks Ago
Small update with video to follow:
Controller is mounted in my enclosure and after i spend yesterday all day playing with it, i could say- I like it and i am very happy with it.
Machines moves smoothly as ever at 10000/min and 3000 acceleration. Spindle speed is stable. Program time execution- same as using Mach3 or 4.
Manual has some confusing Chinglish elements as to be expected.
Probing works very well but needs some clarification:
First of all there are 2 types of probing:
Where tool position is at the moment or in Machine Coordinates the probes place on the machine could be predefined and probe or another probe mounted there.
Now the trick. It should be done once only.
Put a tool in collet, tighten it at hand but leave it a bit untightened so that if machine pushes it towards bed it will move inside the collet but at same time is not loose.
One must go to probing settings and make sure probe thickness is set to 0.000 and if not set it so and make sure probing is enabled and " at current tool position".
Then go back to control screen and start moving Z towards table. When you hit Z in table, bit will move a bit into collet. So now you are 0 to table in Working coordinates. Use commands and set Z to 0 in Working Coordinates on screen
M0ve Z up more distance than the probe is thick / by the way Z up is + and down is -, toward you Y is - and away from you is +, X left is -, X right is +, the so called right cartesian coordinate system/
Lay probe on table surface / current Z0/ . + of probe is connected to conductive probe material, minus to spindle body or bit, +should be isolated by other material like plastic from below/
hit "MODE2" then "-A" x 2 times and probing starts . When bit touches plate Z goes up depends how much you have predefined in probe settings. If you look now at probe setting you will see a number that may not be your probe thickness. DO NOT CHANGE THAT NUMBER. Its not wrong.
Now you can probe normally, control knows your real probe thickness, even if there is a loss of power.
PRECAUTIONS:
1. When changing G54 with other WCS you lose your probe thickness so you must do that again. Be Careful! Until you figure all out, raise the probe on a sponge.
2. If you program one of the external buttons that could be connected as 0 instead of "start" / when you hit it it zeroes all in WCS / , then when you zero from it, after that you again gave to repeat the probe thickness setting like from the start. I will investigate further but its start to seem that when you probe and 3 axis are zeroed right before that, that means it comprehends it like you want to set probe thickness, not like setting your Z WCS zero.
I will continue later with my findings. Now back to work.Last edited by Boyan Silyavski; 21-09-2016 at 10:55 AM.
-
The Following User Says Thank You to Boyan Silyavski For This Useful Post:
-
20-09-2016 #14
 Last Activity: 23-09-2017
Last Activity: 23-09-2017

Thanks for the update Boyan, look forward to the video.
John S -
-
20-09-2016 #15
 Last Activity: 19-01-2024
It's poor workman that blames his tools.!! . . . . There are many 1000's of people using these products with no trouble and even more using Mach3 very succesfully. Originally Posted by Boyan Silyavski
Last Activity: 19-01-2024
It's poor workman that blames his tools.!! . . . . There are many 1000's of people using these products with no trouble and even more using Mach3 very succesfully. Originally Posted by Boyan Silyavski
So maybe you might want to look at what your doing wrong if things are not working as expected.?
Now don't get me wrong on this I'm not beating up on you Boyan or saying don't buy these standalone controllers. What I'm saying is don't be so quick rubbish products that work perfectly fine for others.!
My take on these controllers is they make perfect sense in that they remove the PC side and all that goes with it. However they need much more testing before they can be fully trusted and hailed better than rest.! (Which I'm in the process of doing on the higher end controllers)
Mach3 is and always will be like Marmite.!!!!
-
20-09-2016 #16
Last Activity: 23-09-2017
Jazz, nothing you say applies to lathe.
Lathe in Mach 3 or 4 just doesn't work.
Dan Malch has managed to get it working in M4 but he's lost 3 months of his life. Is that worth it ?
Me I can't even get M4 to run, error message after error message and not one reply to forum posts.
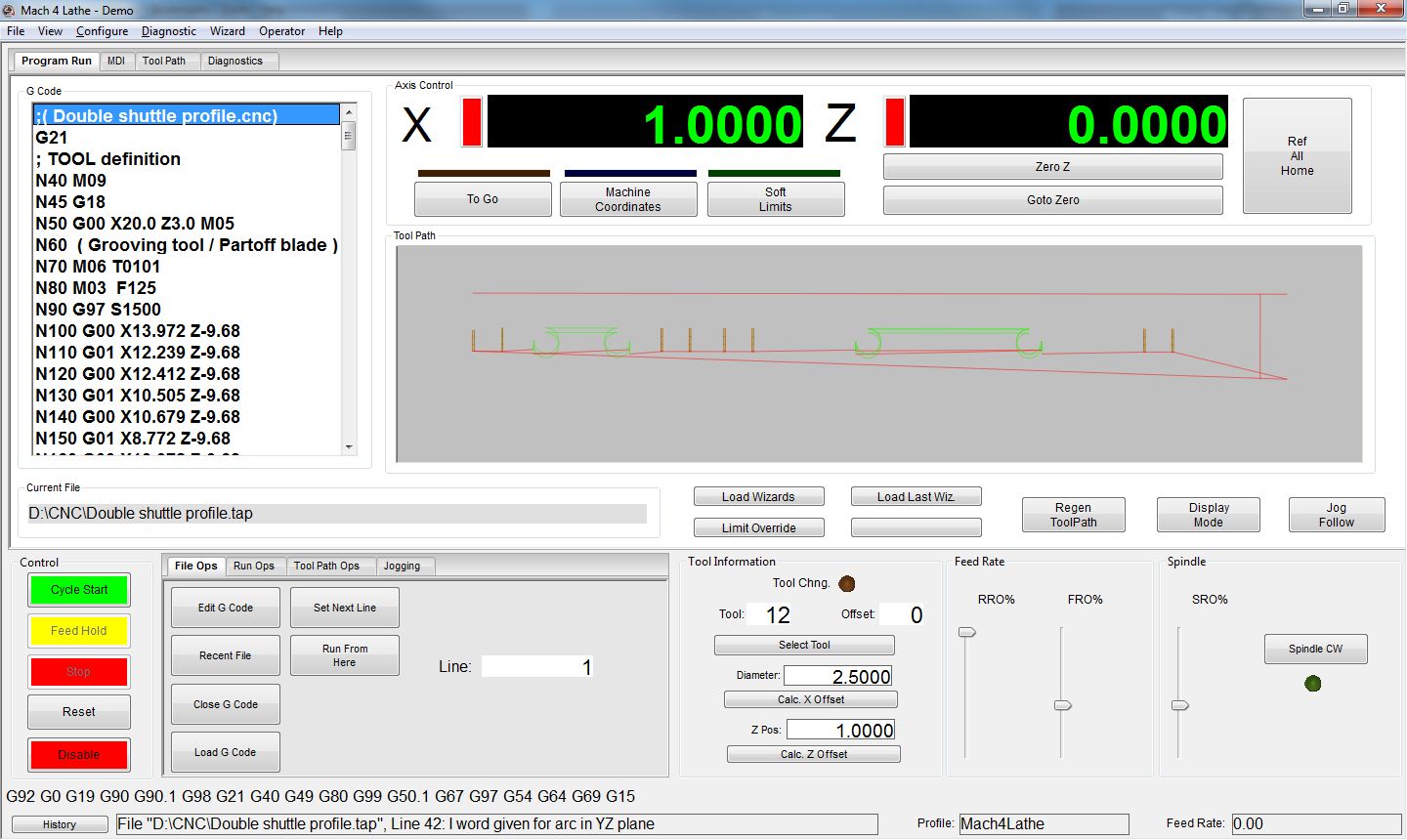
Error message at the bottom, Line 42: I word given for arc in YZ plane.
Now correct me please but in line 4 does it not say G18 ?
And according to Mach's published list of G-Code G18 is XZ plane for lathe.John S -
-
21-09-2016 #17
Last Activity: 2 Weeks Ago
My cabinet is steel. Line cables are 3 wire with ground connected. Every bit inside is connected to its own regulated power supply, no sharing. All PSU are shielded and grounded. With line filter before them to separate from servos or VFD eventual RFI /removed now as no help/. Signal and PSUs cables are Twisted, Shielded, Grounded. . Hell, even my Ethernet cable was CAT7 . How many people use cat7 cable to boards? My LPT cable to board and inside cabinet was shielded too. Originally Posted by JAZZCNC
My garage PC on other side is good for graphic design, i have all versions of Windows and even some you maybe have not heard of / custom builds made for fast processing / and i am around PCs from 1995 and repaired PCs and laptops for quite some years for other people.
In short - All here is prepared for connecting a HF plasma torch to machine so i highly doubt its my fault .
I dont trash. I say things how they are. Some boards were working fine, some half, some even not half. None 100%. When i pay 100 or 500 to sb, mentally i expect 100% but in real life i am happy with 90%. things to work. But 50%? Thanks but no. By the way 2 Pockey boards and 2 relay boards are on the way back right now to them. Had high hopes for them being made in EU, but no.
So i don't have your experience, that's why i am testing all on market which intrigues me. Next are some other controllers. And nope, i will not pay 800euro for CSMIO when i could buy a dedicated controller for that price
If i am doing something wrong, hows that the chinese board works now well and the other ones did not? In the same enclosure and same PSU. Its not shielded and by the way i had packed my previous board like a sandwich with aluminum foil at one moment just to check if that could be the problem.
And the time spend with boards were because of their crappy manuals also i must say. Pokeys for example. take a look at their Mach3 forum section. How many times the same bloody question Spindle and Probe. Not a word in the manual. I had to ask them also. Its like swimming against the current with some people.
So, no. Offline controllers may be at the moment a bit short of what could do, but when that shortcomings are ironed, i bet in the DIY world no one will buy anything else . And this controller we are speaking here for less than Mach3 / 4 licence is a no brainer . The red is not for you Dean but for the people who will read that postLast edited by Boyan Silyavski; 21-09-2016 at 06:22 AM.
-
21-09-2016 #18
Last Activity: 23-09-2017
This is the bit I feel for. Originally Posted by Boyan Silyavski
On another forum it was pointed out to me that PlanetCNC andd UCCNC can now do threading and rigid tapping so last night I wasted another hour to take a look, here is a copy of the post.
*******************************
It seems that PlanetCNC and UCCNC now support fully synchronised threading as well as rigid tapping.
Martin.
.
Thank you for those links Martin, I wasn't aware that either could do threading on lathe.
However having spent nearly an hour perusing both websites and down loading both hardware and software manuals for both I'm non plussed at what they can do. This is starting to get familiar ??
Planet CNC first.
The board says it can take spindle encoder in but in the 35 page manual of which 7 pages are spent telling you how to wire all the different types of limits switch [ which aren't actually needed for the machine to run] but no explanation of how to wire the encoder in and not even is it just index pulse or multi line. I suspect it's index pulse only which is not a lot of good for accurate work
UCCNC next
Again hardly any information other than a video of threading with a felt tipped pan. The hardware manual is 21 pages long 19 of which tell you how to connect it up to the ethernet port, [ is it THAT hard ? and if it is WHY ? ]
Then the last two pages tell you what the terminals are in flowing terms like output 1, 2,3 etc for Port 1, poert 2 is identical but no a clue where to connect to ?
So please excuse me if I don't throw 215 Euros for the UCCNC board and software plus breakout board and another 263 Euro for the Planet offering.
I don't think the shelf can stand any more white elephants.
Seriously lads it's this total lack of support that is killing this. They know if or how good it works but it's a closely guarded secret.
***********************************************
The reference to the shelf and white elepants is the fact that the shelf above the bench where I do all the CNC work is literally full of controllers, breakout boards etc etc that either don't work, are no longer supported etc, etc to the tune of somewhere between £1500 and £2000 and I for one have now decided after the Mach 4 fiasco above that enough is enough.John S -
-
21-09-2016 #19
Last Activity: 19-01-2024
Well wasn't really talking about Lathe John as it's not my thing as you know. Also I'm not defending Mach3. Originally Posted by John S
You know because we've spoke several times on phone ranting about Mach4 and 3 that I'm also looking at these controllers. Mostly to eliminate the PC. Mach3 does good job for what I need for routers/mills. It's also massively flexible in what it can be made to control for one off custom jobs.
Like you I've also got box full of boards that have been tested and judged Crap. But this is same for any hardware, there's good and bad eggs so you need to crack few open n smell em.!!
My point to you Boyan was others are using them without issues so maybe given your having trouble with several it might be something your doing or Not doing that's causing your troubles. Or something around you.?
The fact you have fitted this controller and appears to be working ok out the box doesn't mean it won't show other issues or is masking the issue which will appear at later date.? . . . Like 8hrs into 10hr job so to me it's still too early to call. Thou agree it's good start.
However there are many potential pot holes it could fall down on like Canned cycles etc, long cycle times etc.
Lack of memory is also another issue. Even the higher spec controller is memory limited. 32Mb or even 64mb isn't enough for Large 3D programs and will require DNC to drip feed the code. For some 32Mb may seem plenty but I can tell you some the people I help have 3d files in the Gb's. Pauses or temp locks while dripping code, even if position is not lost, is problem on 3D surface because it leaves mark which wreck the job or at best cause extra work hand finishing.
Dripping from USB isn't always reliable and RS232 just defeats the point of stand alone Controller. All these things have to be tested and influence the final outcome.!! . . . . Unfortunately again we are back to Cracking open the Good or Bad Egg.? . . . Could smell sweet or Stink like John's week old under crackers. .
Soon I'll have the 4 axis 1000Mdc to play with and I'll report how it stinks.? And NO I'm not stiffing John's under crackers to compare . .
Last edited by JAZZCNC; 21-09-2016 at 11:59 PM.
-
22-09-2016 #20
Last Activity: 2 Weeks Ago
Dean,
I absolutely agree with you. Sometimes i have/had the tendency to over excite from happiness how i am cheating destiny but now i am taking great care this not to happen when i am evaluating sth objectively.
So there was a moment with the Pokeys, when i thought, hmm, cheap, multi functional and well tested for a month. This must be it. But the first job when i had to do 500 pieces, i found that every 8-10th piece it makes a mistake and f%%ks the work. Which errors cost me in money exactly what this little board cost me.
So to say a controller works properly, time is needed to do all scenarios. premature conclusions as you say are not good.
Why did you choose the 1000 board for the test? I am looking at many boards now and just making a spreadsheet , because i am a little baffled what are the differences. I read some manuals and at the moment am between the 1000 board you choose and the 235 or the 990 / another manufacturer.
Meanwhile i am officially searching for the manufacturer of the DDCSV .if sb knows sth., PM me.Web and emails from manual does not work. Also searching for latest software. If sb knows from where to download it, please a link. I tried some chines sites, but links not working.
If i continue to be happy with the board, next step is find the supplier, buy in quantity and start selling in EU,offering support, with possible rewriting or just adding details to manual, and one good day even correcting, customising and upgrading the firmware to suit better our needs. I already have some ideas.
I would like to do also with one of the more expensive boards. I am already discussing with manufacturers some details. These recent problems with various boards, lead me to believe i could offer in EU market 1 cheap, one middle priced and one lathe controller, support for them, and as i said, with the earnings, even customise them for the better. I know nothing for lathe, but will start at the moment with the other 2.
I would like to share that now i have a very funny feeling when i go to workshop, touch the mouse and move it, waiting for the screen to wake up. Then i realize that -no, no more PC. And I just push the start button on the enclosure and go out without looking back.
Luckily i have about 500 pieces from wood to cut from now on, so it will be quite a serious test. Also have to design some large 3d job and see what will happen. Does the 3d job make the largest file or what?

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
CSLAB CSMIO/IP-M 4-axis Ethernet Motion Controller
By dudz in forum CS-Lab (CSMIO)Replies: 35Last Post: 02-01-2017, 01:27 AM -
FOR SALE: Galil Motion Controller - PCI DMC 1842 - four axes
By lateAtNight in forum Items For SaleReplies: 1Last Post: 24-06-2014, 03:41 PM -
FOR SALE: Galil 1880 8 axis PCI motion controller
By Boyan Silyavski in forum Items For SaleReplies: 1Last Post: 03-06-2014, 07:39 PM -
Advice please! JAF Motion Controller issues!
By Mark Chard in forum Machine Control SoftwareReplies: 0Last Post: 31-01-2014, 05:03 PM -
eBay: Galil DMC-1580 Motion Controller 8-Axis
By Boyan Silyavski in forum Items On eBay UKReplies: 1Last Post: 25-12-2013, 10:30 AM

Bookmarks