
-
23-10-2017 #181

 Last Activity: 29-01-2024
Last Activity: 29-01-2024



So I finally got that grounding issue message. Guessing I just ground the spindle with the box of the controller?
-
23-10-2017 #182
 Last Activity: 14-07-2020
Last Activity: 14-07-2020

Pretty much. I just ran an earth cable from a bolt at the back of the frame to the box and earthed everything at that point. It was sticking a CY cable on the spindle that solved my problems.
-
The Following User Says Thank You to Snapper For This Useful Post:
-
24-10-2017 #183
Last Activity: 29-01-2024
Looks like it fixed that issue. Odd how all of a sudden that came on.
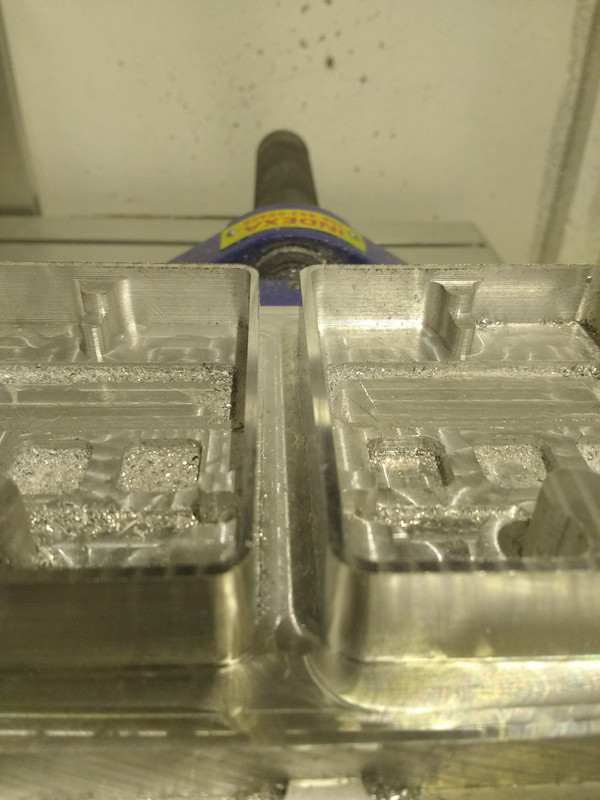
In other news, Y keeps getting off by a few 0.1s of mm.
X has been fine. This was after 4 hours of roughing out.
Can see on the walls of these two cases that one is thicker than the other.
-
25-10-2017 #184
Last Activity: 29-01-2024
So after yesterday's work I think I worked out how I am ending up with this problem.
Pressing the STOP button on the remote results in whatever axis is moving to end up being 0.01-0.2mm off where it thinks it is.
Using the pause button is not having the same result from the looks of it.
What I need is for it to not go all the way back home after each OP because that is also resulting in it being out by a few 0.01s over time...
[edit] Will just edit out "G28 Y0 X0"...Last edited by JOGARA; 25-10-2017 at 02:34 PM.
-
25-10-2017 #185
Last Activity: 29-01-2024
So I am having much better luck today.
The probe is 0.1-0.2mm out on both X and Y but I think I am starting to see a pattern so should be able to just offset it next round.
Did end up with 0.2mm out on the Y with these cases but they are not being sold.

I keep getting this bump on the Y face. It is only a hair deep but you can visually see it and feel it.
It is where the operation starts and ends so I am guessing it is something to do with that, not having enough overlap to smooth it out if the bit is coming off the part too quickly?
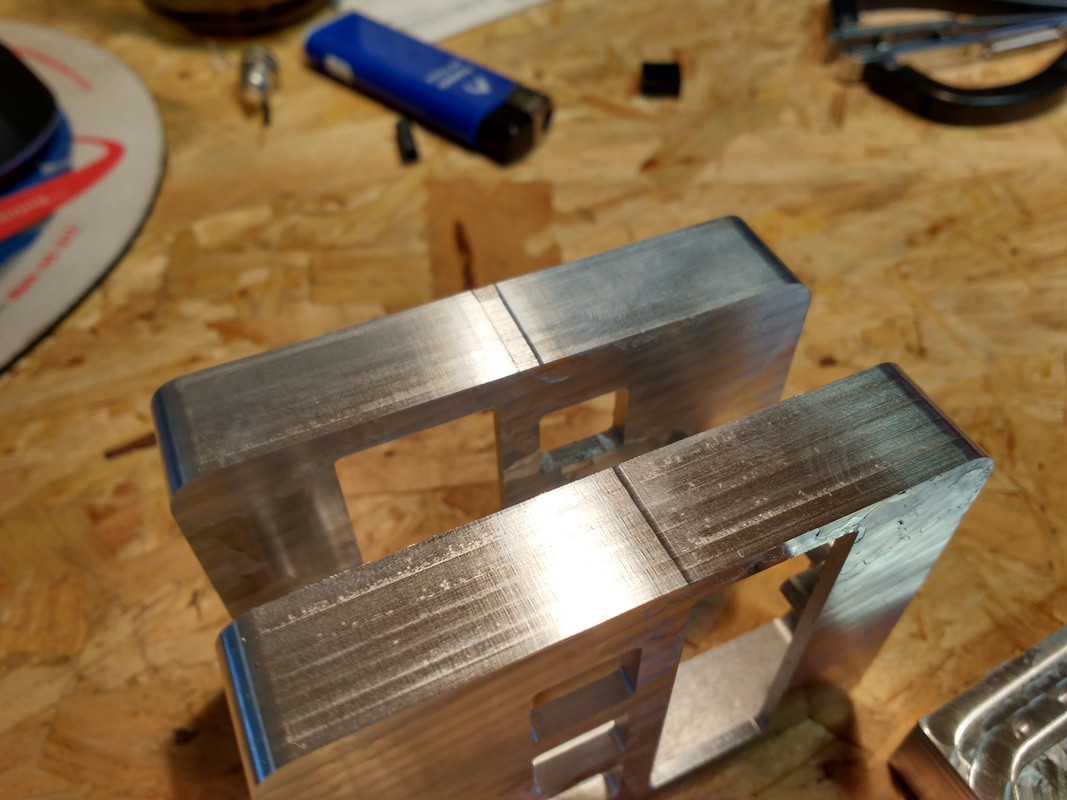

My soft jaws work really well for holding the cases. Though these were milled back in the day and are not level any more. Probably because I removed them and put them back.
Don't think my vice is all that accurate as well, it not being a proper machinist vice does not help.
I wanted to get one but even on eBay they were £500 for the width I need.
As you can see in the second photo, they result in the chamfer being messed up on one of the edges.
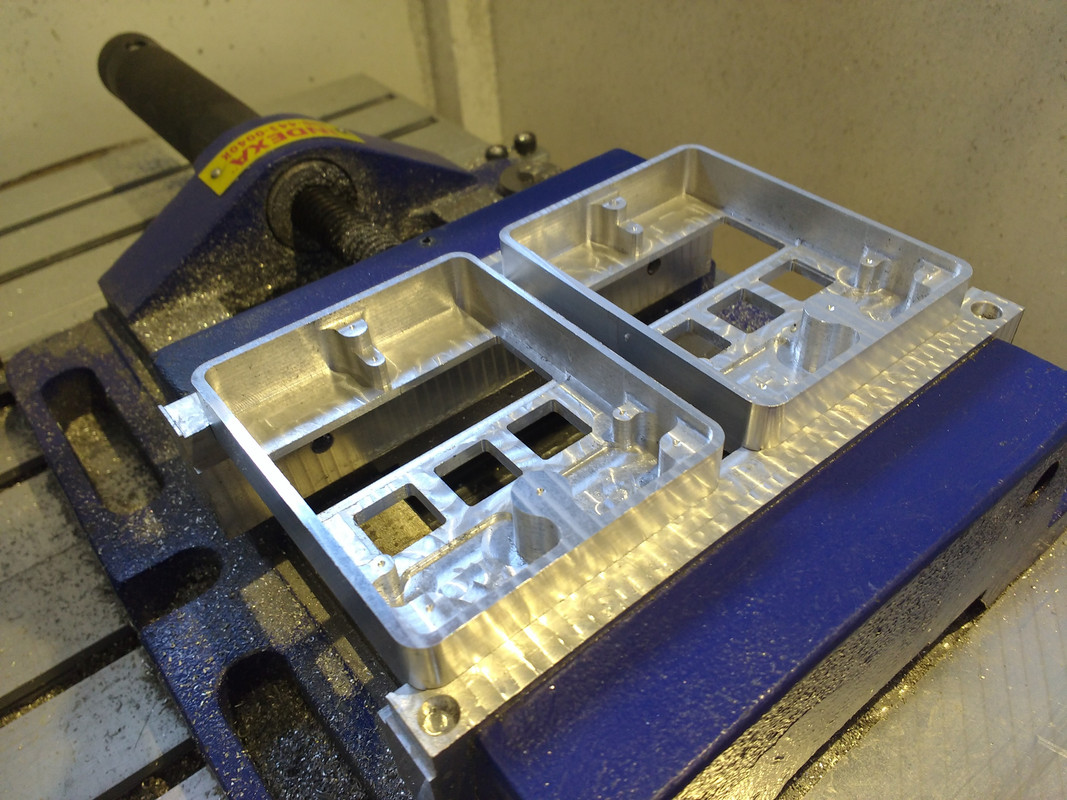

Was able to do a nice chamfer on the button and other front face holes for electronic components.

Oh and instead of milling out 2-3mm of my mounting holes which I then had to go drill deeper anyway.
Used the chamfer bit to spot the holes so I can just do them on the drill press.
I was already doing them anyway as my 1mm endmill is only 5mm long and I need a few more mm depth.
Other holes like the big one in the middle needed to go all the way down which I can't do with a 3mm endmill that is 5mm long. Do have the 15mm long one that would work but rather just drill it with a 4.5mm that use machine time and an expensive bit...
Obviously the chamfer bit is not made for this, will be swapping it out for a spot drill bit once it arrives.
I have looked at drilling with the mill. I tried it but got horrid results. Though it was probably down to bad setup. Not sure if this machine is really capable of drilling though. Thoughts? https://www.shop-apt.co.uk/carbide-d...d-series-.html
[edit] Just taken out the parts from the vibratory tumbler and they are looking great.
Really love that thing. They go in for 4 hours and come out great.
So smooth even with some sharp edges. Shame it is such a pain to clean out, not done it yet but that drain port I need to fix...Last edited by JOGARA; 25-10-2017 at 09:54 PM.
-
25-10-2017 #186
Last Activity: 14-07-2020
Nice you're getting there now. For that bump on the Y that's your lead in for your contour, change it so that it sweeps into the cut instead of just moving directly into position.
It can drill fine anywhere up to 8mm I find. 6mm and below it goes through like butter nice and quiet and makes nice long stringy chips. If it's a size you use often it's worth getting carbide drills as you can spin them faster, get them under a bit of torque and also don't need to spot drill first with them either so it saves a bit of time.
-
25-10-2017 #187
Last Activity: 29-01-2024
 Originally Posted by Snapper
Originally Posted by Snapper

Well I have 1.2mm, 2.5mm, 3mm and 4.5mm holes.
Would it be able to do 1.2mm at something like 5-6mm depth?
Any info on this you know of? Bit scared about Z movement still.
-
25-10-2017 #188
Last Activity: 14-07-2020
The smallest I have used in ali is 3mm, which was fine. You can drill as long as your flutes are, peck cycle is easy to set up for deeper holes (linking tab on the drilling op in fusion) I generally do to 2/2.5x diameter then use a peck cycle.
I'm not sure what you mean about Z movement. But for as small as 1.2mm I would think a properly trammed spindle would be pretty essential. I can't see why it wouldn't do 1.2mm to 6mm depth, in fact I think the spindle would quite like it as a drill that small will be able to spin pretty fast and won't generate much force. For so many different sizes though you have to weigh up time saved having the machine do it vs time swapping collets and touching off tools. As you said you're making 100 odd, I would be tempted to make a jig with the machine to put the parts on and just drill all the holes with a cordless.
-
25-10-2017 #189
Last Activity: 29-01-2024
I'll stick with the drill press then.
Wonder if these carbide bits will be better than my hss that I am currently using.
Sometimes the 1.2mm breaks so over 400 holes I am going to go through a few.
That or I do do it in the machine and use my soft jaws.
Might test repeatability tomorrow.Last edited by JOGARA; 25-10-2017 at 11:44 PM.
-
25-10-2017 #190
Last Activity: 14-07-2020
I wouldn't use carbide bits on a drill press, particularly not that small. Your chuck likely has a fair bit of runout and carbide will snap in it like a digestive biscuit.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 6 users browsing this thread. (0 members and 6 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks