
Hybrid View


-
10-08-2017 #1

 Last Activity: 29-01-2024
Last Activity: 29-01-2024



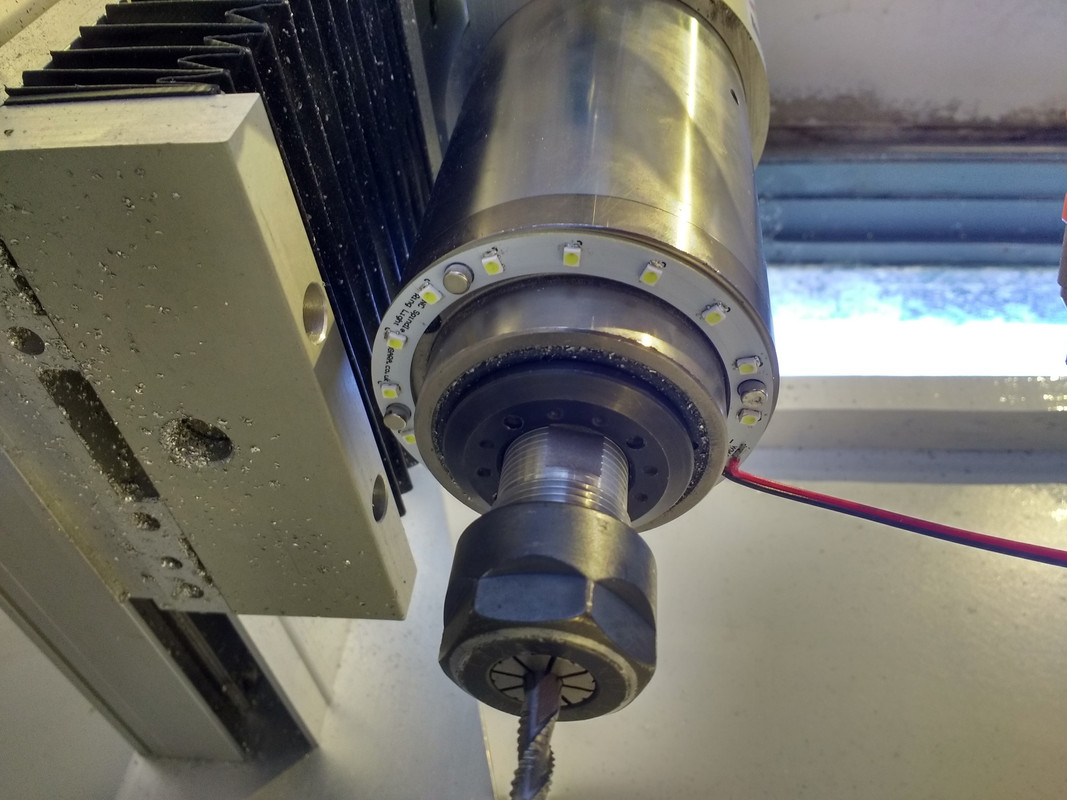
Magnets look to work. IDK about vibrations but never really had any.
I have a few boards left over (12) if anyone wants some.
£1 plus postage I think is fair.
-
10-08-2017 #2
 Last Activity: 13-07-2023
Last Activity: 13-07-2023
looking very nice.
I did a similar thing with a waterproof ring of LEDs I just bought off ebay, can't say I ever ended up using it much though.
-
14-09-2017 #3
Last Activity: 29-01-2024
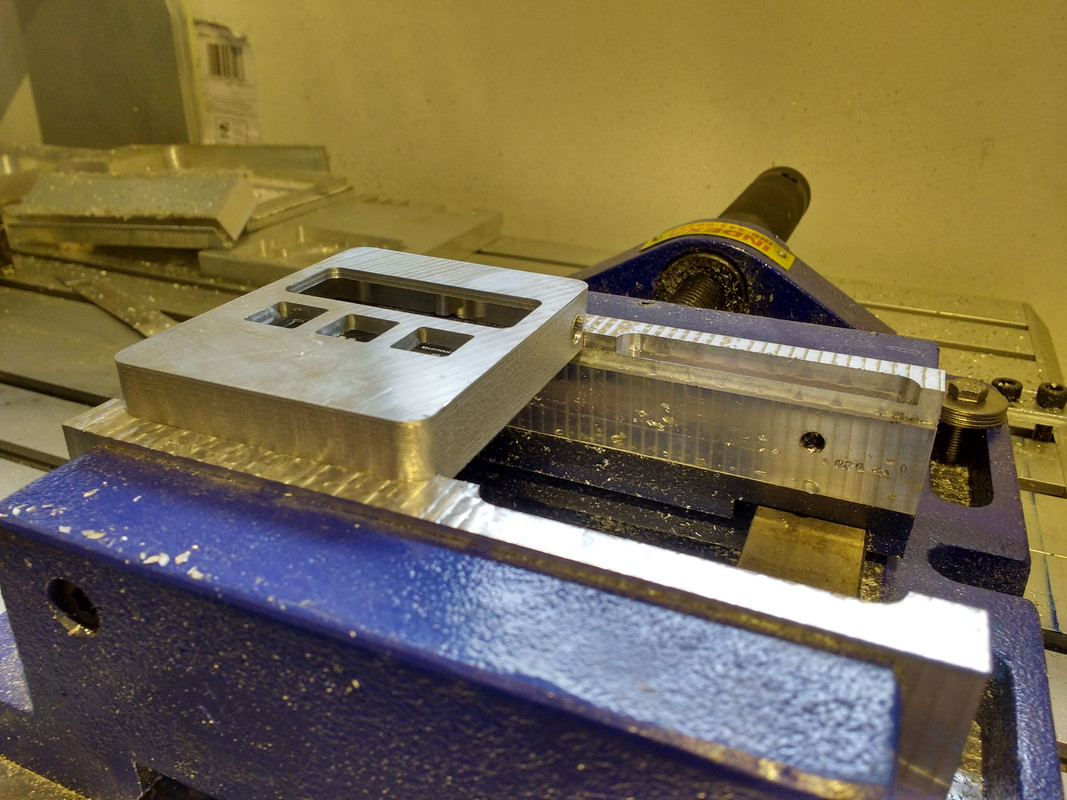
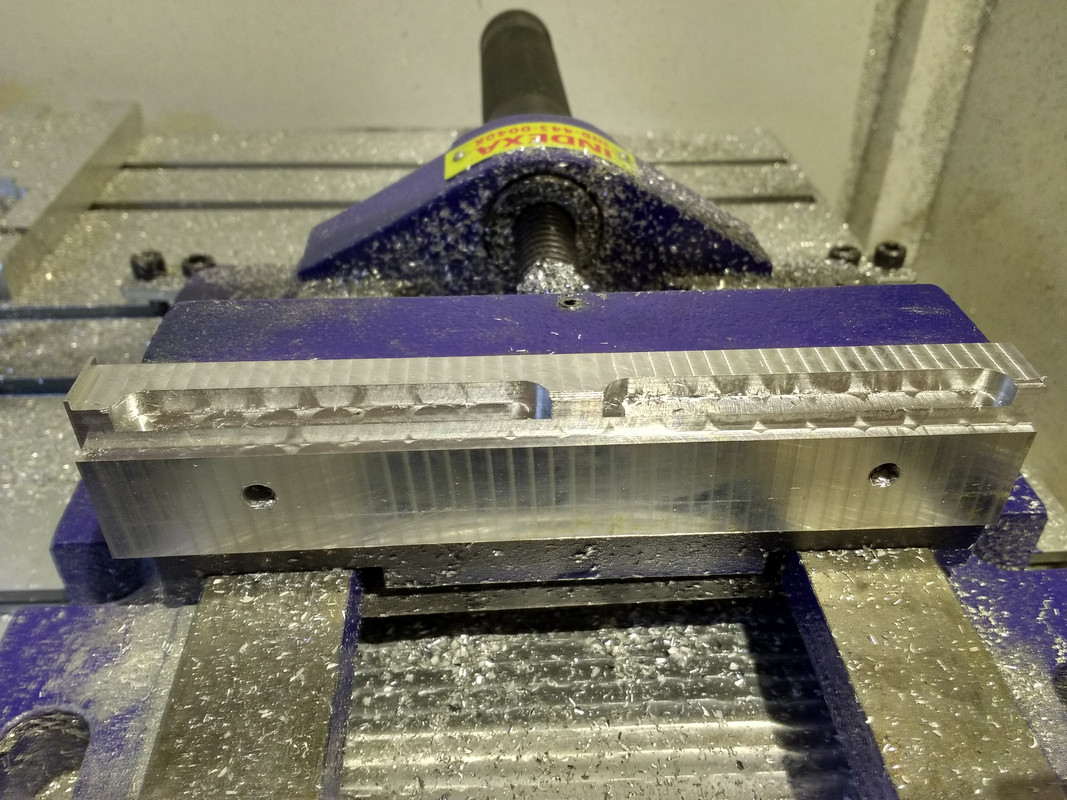
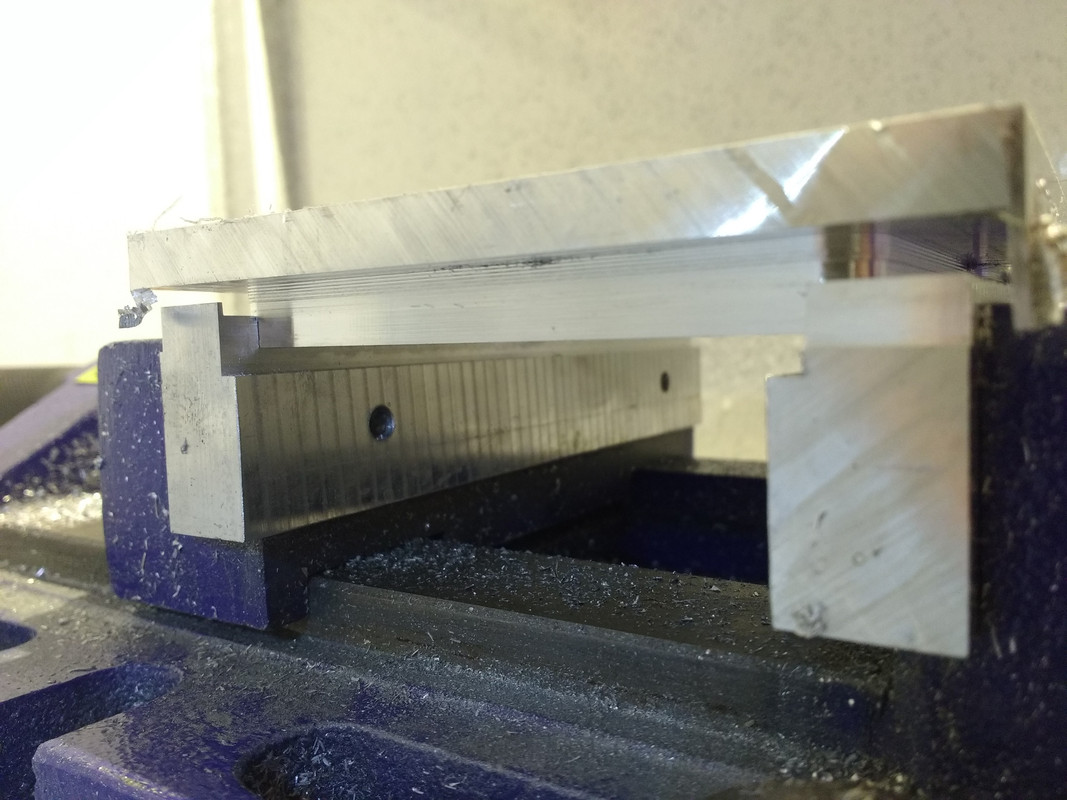
So I attempted to make my own soft jaws. The CAD was not easy but managed in the end.
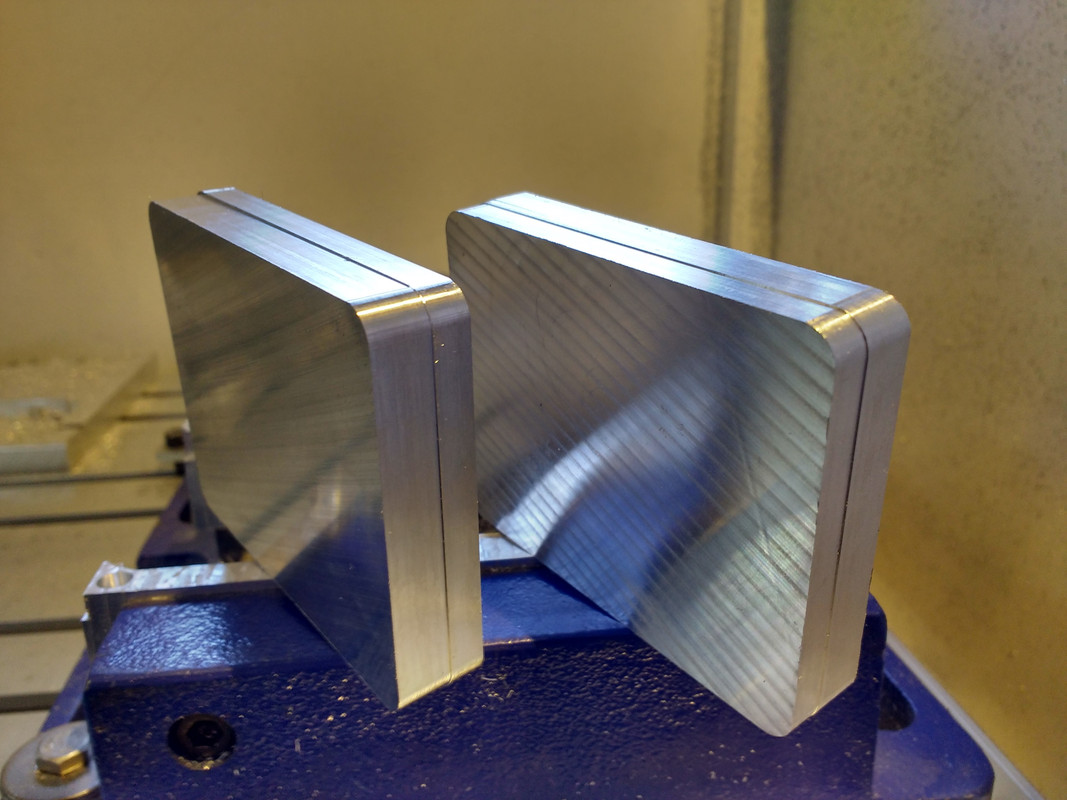
Wanted them so I could put my stock aluminum in and machine it all the way to finished product. This only required 2-3 setups.
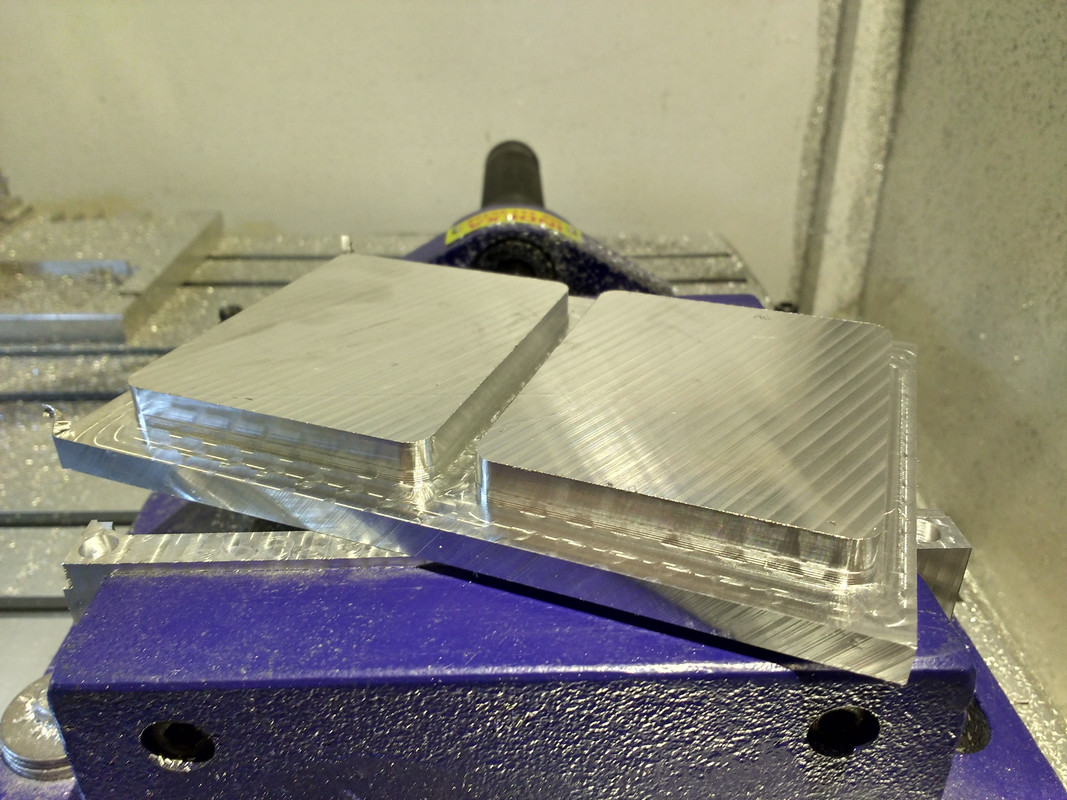
Decided on machine half the stock off and that left me with 2 cases for my electronics, I can then shove that on the soft jaws to mill out.
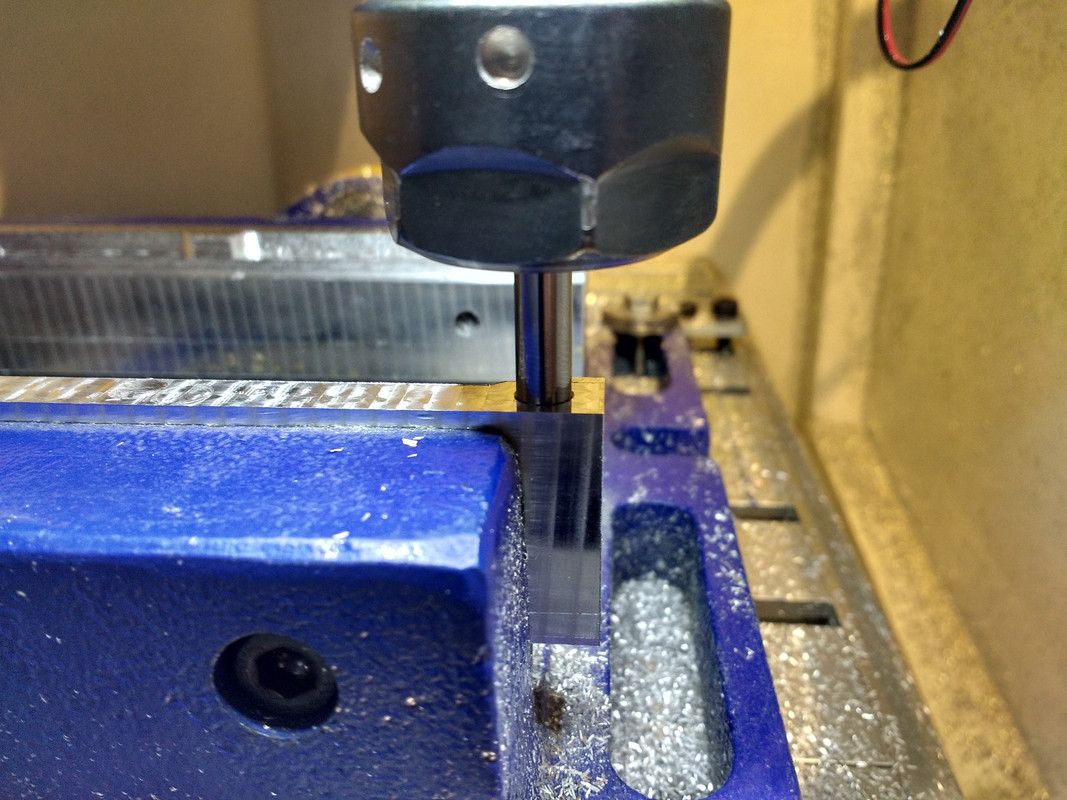
Using a 6mm hole to get X and Y and eye balling Z (Z being really easy to do).
Either something is out in my measurements or the 6mm hole method just isn't accurate enough.
Obviously on this machine it is not that accurate but to be nearly 0.3-0.5mm out in X and Y it must be my error.
I am also just using a standard vise, might not help though it has been pretty solid so far. I can only guess my main issue here is going to be repeatability.
Really need a 3D probe I think to help here.
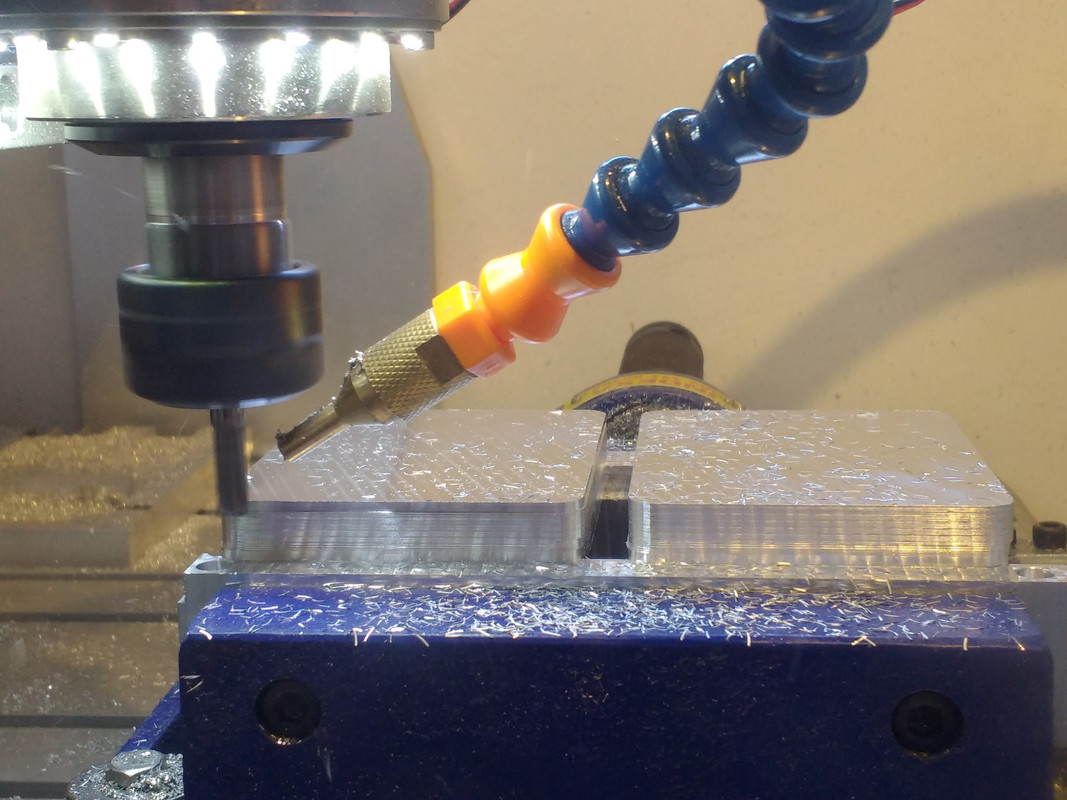
What I am going to do is go back to my old method of super gluing my stock on a bit of 5mm which then allows me to mill out everything.
I really want to be able to step this up to a production level though as I have quite a few to make, just being able to run step one 20 times and then step two 20 times would be great. No changing tools every 10-30 mins. Just swap out the part for the next operation.
That and the glue is a pain to clean up and sometimes does not stick fully resulting in the part flying.
Last edited by JOGARA; 14-09-2017 at 05:20 PM.
-
The Following User Says Thank You to JOGARA For This Useful Post:
-
14-09-2017 #4
Last Activity: 29-01-2024
I think vacuum fixture is the answer...
-
The Following User Says Thank You to JOGARA For This Useful Post:
-
14-09-2017 #5
 Last Activity: 23 Hours Ago
Last Activity: 23 Hours Ago

Looking good there, a fascinating thread glad to see you're obviously getting on well with your machine ;)
Sorry to hear about your sizing issue but looking at it it seems your so very close, I would start to think about how you could make the piece without having to flip it if possible.
I'd have a word with Chaz about 3d probe's he knows his stuff but I wouldn't assume that having one is the answer to all your problems.Last edited by Desertboy; 14-09-2017 at 05:31 PM.
http://www.mycncuk.com/threads/10880...60cm-work-area My first CNC build WIP 120cm*80cm
If you didn't buy it from China the company you bought it from did ;)
-
The Following User Says Thank You to Desertboy For This Useful Post:
-
14-09-2017 #6
Last Activity: 13-07-2023
Can't see the all the way round the parts on the photos but is it wider the whole way round (ie suggesting G-code isn't setup up right with cutter size or stock to leave) or does it flip from overhang to underhang suggesting the zero has moved?
3D probe is great, but not cheap and isn't perfect - If I set mine up without dialing it in with an indicator every time then the runout can normally be expected to be around 0.03mm... can reliably dial it into around 0.005mm within a few minutes of tweaking but if you don't do that every time then you are already starting with a centre error of 0.03mm and I find the repeatability to be around 0.005-0.01mm so you're probably anything up to 0.04mm off centre.
If you spend the time to dial it in each time (which adds perhaps up to 10 minutes to each time you need to find centre or edge of something) then you could reasonably expect to be within 0.01mm or so.
It does come with constraints though - the probe body and length of the probe may preclude you from being able to probe stuff in a vice if it stands too tall... worth checking if that would be an issue with your intended probe. Some are massively long as they are really intended for mills.
They can also get unreliable over time due to oxidation of the contacts.
I do love my probe, but you can achieve a lot of what it does for much less with a short length of tool steel and an alligator clip when using conductive materials (or even just a conductive fence used for part location).
saw a very cool tip regarding super glue for holding down small parts the other day btw since you mention the faff:
lay down a strip of masking tape (I'd probably use decently wide stuff) on the bed and use a blade/whatever to squeegee it down flat. Do the same on the stock you want to fix down and leave a few cm sticking out beyond the sides so that it's easy to line up with the tape on the bed. Good idea to have some sort of fence you can line up with to ensure you're aligned to your X and Y if that's going to be critical for the amount of spare stock you have.
You then run a bead of superglue along the tape on the part, spray some activator on the tape on the bed and then press the part down firmly.
What you end up with is effectively double sided tape but with a firmer hold (carpet tape etc tends to have some elastic give in it) and the ease of removal of masking tape. Having used double sided tape in the past it can be a pig to pull up off the bed and can leave a lot of residue on the part, superglue on it's own is good but again can be a pain to clean up afterwards.
I think you are better off getting a jig sorted for this particular job, but something to try on low volume/one offs in the future. Given your semi-prodiuction like goals on this part it might be worth considering making an actual fixture plate to do several at a time rather than just soft jaws in a vice.Last edited by Zeeflyboy; 14-09-2017 at 06:44 PM.
-
The Following User Says Thank You to Zeeflyboy For This Useful Post:
-
14-09-2017 #7
Last Activity: 29-01-2024
The Y was out about 0.5mm and the X was out about 0.2mm.
I think that is okay on the inside but on the outside obviously that is too much.
Thinking about probing off the stock instead and then I should be perfect when I flip and obviously proble off the same corner when flipped.
That should result in a perfect (excluding the machine's accuracy, which they say is "0.05mm").
I can't find any none hand made ones that would fit. Like you say they are for mills. Shame because the Haimer ones are good price and easily available here. If only there was another 3-4cm of Z travel and I could use it, though 20mm bore xD
Which one did you end up with Zeeflyboy? I remembered you linked one but it was out of stock for a long time.
I've seen a few people use tape. Sometimes using standard double sided 3M and having great results. I might go buy some tomorrow actually and try it.
-
14-09-2017 #8
Last Activity: 13-07-2023
Normal double sided carpet tape works but you can actually hear the difference compared to a proper clamped mounting in the amount of vibration it allows. You can also see chips "dancing" on the surface which shows the part is vibrating... I wouldn't recommend it for where tight tolerances or good finish is required - much better to get a good fixture plate sorted out.
I use the TPA-2 here (in stock now, though with a smaller stylus I think which may actually be better for our purposes) http://www.kurokesu.com/shop/TPA2
As mentioned though, in this particular scenario it won't do much you couldn't do with a tool steel rod and a micrometer. If you don't already own one you also need to feature in the cost of a decent dial indicator to allow you to get the ball centred.
For your particular scenario here I may even be tempted to machine a small vacuum fixture plate which will hold the parts in alignment and hold down the part whilst allowing you to machine the exterior in a single operation. I think you will never be happy with finish unless you allow it to machine the full exterior depth in a single op. Even a tiny misalignment will show in the finish.Last edited by Zeeflyboy; 14-09-2017 at 09:24 PM.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks