
Thread: DIY Surface grinder
-
27-08-2018 #1

 Last Activity: 1 Day Ago
Last Activity: 1 Day Ago





A fast ticket to ridicule, according to some bod trying to do it on YouTube, but what care I?

I had this notion that 30mm round rail bolted to RSJ's might just be rigid enough. I looked at what was available and went for 230x75 parallel flange channel at 25 kg/meter. The rails are all 50cm long.
I machined aluminium blocks to connect rail to RSJ. These fit inside the channel. There's a thin slice of channel draped over one of my blocks in the picture.
The idea is that misalignment is irrelevant, it is twist and flex that must be overcome. Do we agree?Last edited by Robin Hewitt; 27-08-2018 at 10:17 PM.
-
27-08-2018 #2
 Last Activity: 1 Week Ago
Last Activity: 1 Week Ago
I guess the YouTube channel you are referring to is physics anonymous ? They are trying to build a homemade grinder but there has not been an update for a while.
Ive been thinking about your question of whether alignment is relevant and it feels wrong but maybe you are right and it does not matter.
On the stiffness then as you say that will matter as the work piece will be pushed away rather than being ground and the effect will be different depending on where the table is on the rails as they are stiffer at the ends of travel. So the workpiece would not be flat but would be dished in the middle. Any reason you did not go for supported rail or linear profile rail?
-
28-08-2018 #3
Last Activity: 1 Day Ago
Good question. I reasoned that profile rails and supported rails conform to whatever you bolt them to, but round rails have their own built in straightness. By bolting the X and Y blocks either side of the same plate, I think I have defined a flat XY plane and I can grind the table square to that.
The tricky bit is cutting the inside of the RSJ channel flat and square where the rails connect. There is no sensible reference surface anywhere, tolerance seems to be about 1.5mm. I am hoping for consistency.
I got a wonderful gadget from RDG Tools, a sort of spring loaded centre. This held the m30 reamer amazingly square and true when finishing the end supports. I can slide all 6 onto the same pair of rails and they happily slide about and butt up against each other. I was not expecting that, good tool.
-
29-08-2018 #4
Last Activity: 1 Day Ago
Tried adding some RSJ's, not cut to length yet.
I tried cleaning them with a knotted wire brush on my angle grinder and they laughed at me.
I might need to take them over to Newhaven and get them shot blasted, getting fed up with washing my hands every 5 minutes.
-
30-08-2018 #5
 Last Activity: 3 Weeks Ago
Last Activity: 3 Weeks Ago
Before you spend any more time and money i would look at Dronsfield Eagle manual surface grinders (i paid £250 for mine) or Herbert made some small machines. If you have more space a Jones and Shipman 540 is best value. It may take a while for to find one on Ebay that suits your purpose. Even the small machines are 300Kg plus.
Last edited by Colin Barron; 30-08-2018 at 05:45 AM.
-
30-08-2018 #6
Last Activity: 05-05-2024

What size and orientation of wheel is planned?
You think that's too expensive? You're not a Model Engineer are you? :D
-
30-08-2018 #7
Last Activity: 1 Day Ago
I was thinking to use those Norton, white wheels, 6 or 8 inches diameter in 2 widths.
Rotating around the Y axis as per industry standard Jones and Shipman 540. 2800rpm.
That wheel overhang detemines the useable Y travel. I can have up to 300mm, less the wheel width, but I don't think I am quite that brave. OTOH, the more it sticks out the greater the stiffening torque on those linear bearings.
-
31-08-2018 #8
Last Activity: 1 Day Ago
My angle grinder has now burnt out trying to descale this stuff. Ordered a replacement and a bigger, slower one. More Watts, less frantic...
-
05-09-2018 #9
Last Activity: 1 Day Ago
More delays. The 9" angle grinder arrived with a broken plug and has to go back.
However I fitted the gusset plates so my Z axis now stands erect.
Thanks to the wonders of CNC the holes laser cut in the 12mm plates line up perfectly with the holes I drilled and threaded in the RSJ.
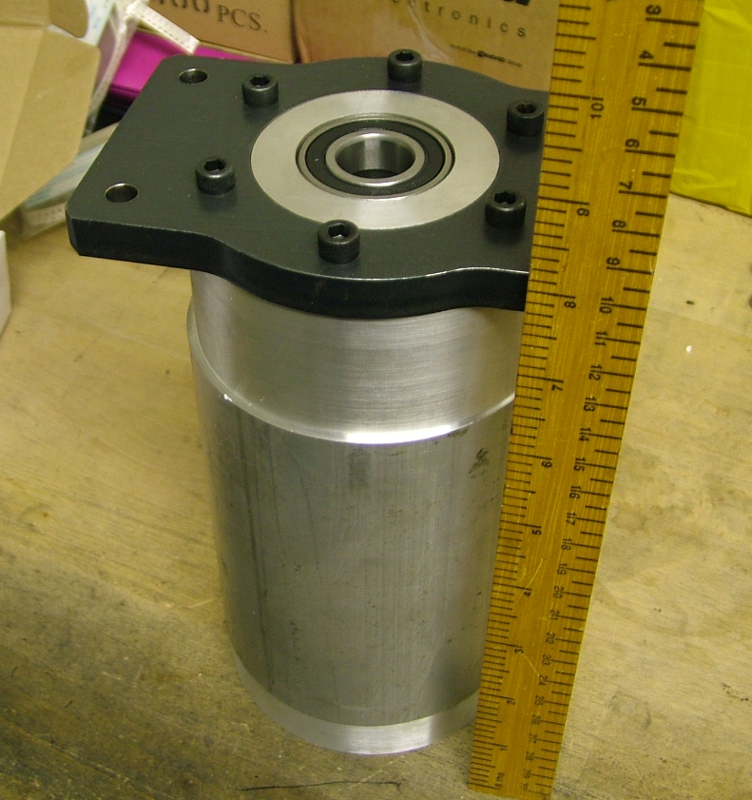
Next comes the bit I have been putting off. Boring the spindle bearing housing using my little ML10. It's 19cm long. I can't chuck it so it looks like a face plate job.
-
26-09-2018 #10
Last Activity: 1 Day Ago
Taking a bit longer than expected. I keep losing tools, screws, bearings and stuff then waiting for the postman to replenish me...

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Surface Grinder - Elliott 618 - Any Good?
By Chaz in forum Metalwork DiscussionReplies: 2Last Post: 30-08-2018, 01:51 PM -
Spec me a grinder/belt for finishing aluminium.
By JOGARA in forum Workshop & EquipmentReplies: 27Last Post: 17-10-2017, 02:20 PM -
NEW MEMBER: From grinder to 3D printing to CNC
By laranjas3 in forum New Member IntroductionsReplies: 2Last Post: 12-10-2017, 06:59 AM -
Centerless grinder LOESER RPS 374 - in Europe
By Grinder in forum Opportunities Available & SoughtReplies: 1Last Post: 24-11-2014, 04:53 PM

Bookmarks