
Thread: Gear cutting
-
30-09-2010 #1

 Last Activity: 23-09-2017
Last Activity: 23-09-2017




What I have been playing with.
Art Fenerty, the guy who originally wrote Mach3 before his retirement has come out of retirement to write a gear cutting program.
In typical Art fashion he's gone over the top doing eccentric gears 4 bar linkages etc, I have tried to get him back on the straight and narrow to do accurate spur gears.
the whole program was done to cut gears in the flat, router style and limited to thin gears that a vertical tool could reach and fit in.
Art has also added spur gears cut from a vertical cutter using a 4th axis.
Now he's the good bit, instead of using an expensive form cutter, of which you need 8 just to do one range of gears he has got the program to use a conventional off the shelf end mill costing, in my case, all of £2.99 [ less VAT ]
Watch this video of cutting a 45 degree helical gear with just a 3mm cutter.
http://www.youtube.com/watch?v=OI8f6Lrwx00
It first off cuts a slot out equal to the root of the tooth then moves in Y, offsets the rotary table to match and planes a face, it does this 10 times on each face to form the involute face.
Watch the video at 2 minutes in to 3:10 minutes and you will see this step over.
Also does spur gears. I did two 14 teeth gears and put them on pins at the correct centre distance and they run fine.
I then did two more blanks, exactly the same size and modified the tooth shape to cut 13 on one and 15 on the other.
These gears will chop and change onto any pins and run in any order.
More later if there is any interest.
Oh the program, it's called Gearotic and can be found at http://www.gearotic.com
.John S -
-
01-10-2010 #2
 Last Activity: 08-09-2018
Last Activity: 08-09-2018

Love this John and if you want a go at practicing i could do with 24 tooth gear to mesh with an 8TPI leadscrew on my lathe for a thread gauge :-)
If the nagging gets really bad......Get a bigger shed:naughty:
-
01-10-2010 #3

 Last Activity: 07-10-2010
Last Activity: 07-10-2010
GearCodit is a stand alone program for cutting gears,very simple to use.
-
01-10-2010 #4
Last Activity: 08-09-2018
It would be even more fantastic if it run on Linux? This is a windoze free household......I watched the vids which are great and they explain very well. You up for having a go then?
If the nagging gets really bad......Get a bigger shed:naughty:
-
01-10-2010 #5
Last Activity: 23-09-2017
Different animal. Uses hobs or involute cutters.
 Originally Posted by GeorgeD
Originally Posted by GeorgeD
 John S -
John S -
-
02-10-2010 #6
 Last Activity: 18-05-2021
yeah right better ask why am i going round there to instal some windoze....cos hes linux wont work thats why!!!!!!!!!!!!!!!!!!!!!1This is a windoze free household......
Last Activity: 18-05-2021
yeah right better ask why am i going round there to instal some windoze....cos hes linux wont work thats why!!!!!!!!!!!!!!!!!!!!!1This is a windoze free household......
-
02-10-2010 #7
Last Activity: 23-09-2017
Because everything is done in software you can play "what if ?" to your little hearts content.
Not quite what you want to fit in? How about a 18.5DP cutter or better still to get bang on a 18.67564 DP ?
Sooooooo.
I drew a 40 tooth XL series timing pulley up in CAD [ with the help of Mr SPI Industries ] and got some measurements off it.
] and got some measurements off it.
They went back to Gearotic [TM] and juggled some figures.
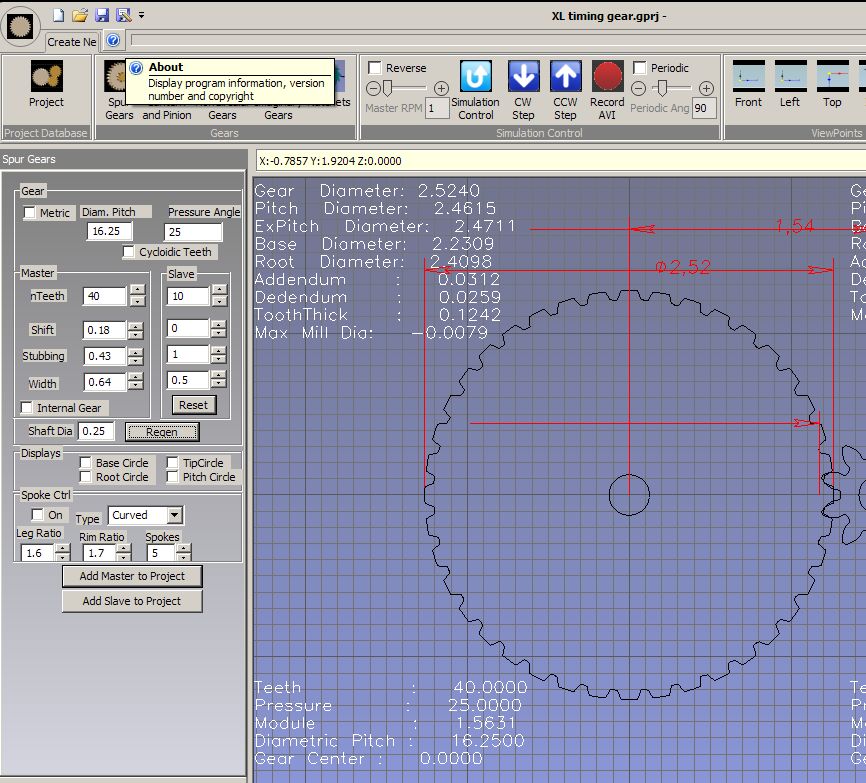
So if we use 16.25 DP we get an OD of 2.5240, we need 2.5240, OK so far
Then play with shift, stubbing and tooth width we get a total depth of 0.0571, we need 0.0550, 2 thou too deep, think I can live with this.
Tooth width is 0.1242 and we need 0.1240, even closer.
Now bung the dxf onto the original drawing and it's within a gnats left bollock.
It's still early days on this program but so was Mach3 at one stage and look where it is now.
Once saved all that is needed to make any XL pulley is to change the number of teeth.John S -
-
03-10-2010 #8
 Last Activity: 04-03-2023
Last Activity: 04-03-2023
Hi John,
I watched your helical gear video on t'tube John, should sell quite a few licences on it's own I urge anyone at all interested in making gears to view it and download Gearotic Motion NOW!. I'm hoping the wife will buy my license for my birthday :)
Jeff.Nothing is foolproof......to a sufficiently talented fool!

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Natural gear tooth form
By Robin Hewitt in forum General DiscussionReplies: 1Last Post: 13-09-2013, 10:35 AM -
Mill gear box oil
By abfa9358 in forum Machine DiscussionReplies: 8Last Post: 15-05-2011, 04:48 PM -
My first gear, a deadbeat escapement gear for my clock
By clockman in forum Woodworking Project ShowcaseReplies: 9Last Post: 30-01-2011, 11:39 PM -
Thats a nifty piece of gear isn't it
By GeorgeD in forum General DiscussionReplies: 1Last Post: 26-07-2010, 11:02 PM -
Where to get gear blanks in UK...
By irving2008 in forum Machine DiscussionReplies: 4Last Post: 03-01-2010, 03:19 PM

Bookmarks