
-
18-01-2011 #1

 Last Activity: 05-04-2020
Last Activity: 05-04-2020





Following on from the ideas in 'blackburn mark's thread 'Fingers crossed it'll cut ally' I'm going to document my spindle separately as that thread is getting a bit long...
This is the motor I'm using:
http://www.hobbyking.com/hobbyking/s...idProduct=5142
It will do 6000rpm on 48v, and more power than I'll ever need. I would have bought the 180kv version to get a bit faster if I had not been intending to make an electric bike with it at first!
I've bought an ER16 150mm long 12mm diameter collet chuck along with a set of collets for it which has finally arrived after well over a month. The general idea is to simply replace the existing 12mm shaft with the chuck and put a single double row angular contact bearing at the front for good measure.
Below is a rough drawing of the motor - I'm not exactly sure of the positions of the bearings inside it. There's three (might be 4) 6801 bearings and one large thin section 6809 (61809 on skf site) bearing near the front of the motor:
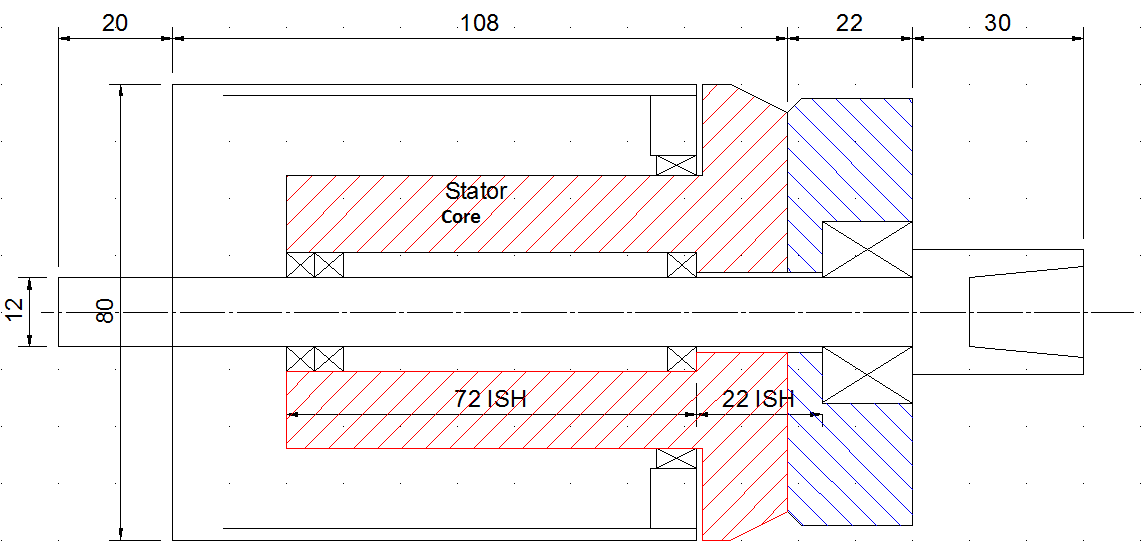
(At risk of sounding patronising, remember this is an outrunner motor - so the casing etc rotates.)
I've drawn in the angular contact bearing mounted in a bit of aluminium bar which will bolt nicely onto the existing M5 holes in the motor. The other bearings are left to their own devices.
My problem at this stage is the collet chuck has presumably been ground to 12.000mm, or pretty close so the bearings will just require a press fit. So my problem is how do I fit the shaft through all those little bearings without damaging them. I can't really remove them from the motor since they're stuck in with some sort of adhesive. If all else fails I can remove the part from within the stator that holds those three bearings entirely, and make a new version with better bearings.
The angular contact bearing isn't an issue - I can press that onto the chuck first, then the housing. Should get it nice and accurate...
There's a convinient M8 threaded hole in the end of the collet chuck which I could use along with a thrust bearing to preload the angular contact bearing against the thin section bearing. Having looked at the load ratings for those bearings I think that would be ok. Maybe I should just get another angular contact bearing instead of a thrust bearing, but that would stop me being able to disassemble the thing.
So er...any advice on fittings these bearings or the design would be most welcome! I'll machine it tonight if we come to any reasonable conclusion.Last edited by Jonathan; 18-01-2011 at 05:08 PM.
-
18-01-2011 #2
Last Activity: 05-04-2020
Just noticed a significant error in my drawing - the bore through the red bit is a constant diameter, so the bearings would come out from either end if it wasn't for the adhesive. I could try warming up the stator/bearings together to loosen the glue... I don't want to break anything though as this was quite expensive! If the right glue is used then this shouldn't work, I think, because otherwise they'd come loose during normal operation.
I wonder if heating the motor and freezing the collet chuck might make enough clearance to assemble it?
-
18-01-2011 #3
 Last Activity: 24-03-2022
Last Activity: 24-03-2022
personaly (because im lazy) i would mask of the section where the A/C bearing is going and wet n dry the rest down on the lathe to a more convenient diameter (im assuming your collet shaft is your cheapest part)
if thats a double row A/C bearing you wont need any pre-load on it
i thought you were going to make your bearing housing 43mm ?
-
18-01-2011 #4
Last Activity: 05-04-2020
It did occur to me to do what you said with the wet and dry, the problem is that will surely increase runout since all the other bearings will locate on an uneven surface.
 Originally Posted by blackburn mark
Originally Posted by blackburn mark

It is double row, but I think it needs to be fixed onto the shaft somehow to stop it creeping.
Yes I was going to make it 43mm, to fit with Kress spindle - however I'm now going to buy Chinese 80mm spindle instead so etc. I may make it less anyway as annoyingly the smallest aluminum bar I have in stock is 3".
I've been reading up on heating bearings to make them fit. I think it should work for the angular contact bearing but I'm not sure about the others since they're housed in aluminum with laminated steel around that which will all expand at different rates.
-
18-01-2011 #5
 Last Activity: 1 Day Ago
Last Activity: 1 Day Ago
mount the 12mm chuck in the lathe and skim a tad off between the bearing seats this will aid pushing through, freeze the part no need to heat the motor, should go in a treat have used this method myself.
Phill
-
18-01-2011 #6
Last Activity: 24-03-2022
good move in my opinion :) my double row was a press fit i havn't used locktite on it yet, i did intend to when id tried it and all looked well, its done some hard work so far and iv had no issues with it, i do get a kind of harmonic ripple in the finish when i use a fly cutter in aluminium but it performs way above my exspectations and the ripple may be being caused elswhere ? (gantry sides maybe)It is double row
ah, with you now :)80mm spindle
i'd be shit scared of getting the shaft stuck only half way home using heat... that shaft will soak the heat out of those tiny inner bearing races in no time
i would think that runout issues of bearing misalighnment (im pretty sure you will get some no matter how hard you try) would be massive compared to any runout you get with the wet n dry inaccuracies
the advantage in my opinion to the microscopic missalighnment you will "probably" get is that it will pre load all your bearings to some extent and stop any of them free wheeling and skidding
However........ im no exspert and only guesstimating with this stuff :)
niceskim a tad off between the bearing seats
-
18-01-2011 #7
Last Activity: 05-04-2020
That means skimming a tad off ('bearing relief' is the term I think) in three places. I may well do that. I'll need to accurately measure the bearing positions. I did it on the shaft for the tapered roller bearings on my wind turbine and that was effective. Though that time I made the shaft/housing from scratch...machining 80mm steel bar down to 25.4 took a while! Originally Posted by phill05
If the bearing did get stuck half way I can always use my big milling vice as a press. I'll go and machine a tube thingy to push the angular contact bearing on so I don't damage it.
The collet chuck is in the freezer now.
-
19-01-2011 #8
Last Activity: 05-04-2020
I put the motor back together, just to check it still works after splitting the 3 phases - it did. So I dismantled it, soldered connecters/heatshrink on, put it back together and it didn't work. Just twitched...
Found that two of the coils were shorted together
Dismantled it again, jiggled the wires a bit and the short went, so I put it back together and it now works fine. I think I'll spray it with some insulating stuff I've got for PCBs.
Anyway, now the big bearing rattles...the motor was silent before so I'll buy a new bearing. I'm not sure if I should get metal shield like the original, or rubber sealed due to all the dust. The rubber sealed bearings are only rated for 6500rpm though - bit close?
http://cgi.ebay.co.uk/BEARING-6809-2...item2eaf6cc27c
Good news - used emery paper to just to take a little off the very and and now the bearings inside the motor fit, requires a fair bit of force but not a press fit. Angular contact bearing is still a press fit.
Started machining the housing for angular contact bearing - slow progress on my little lathe!
-
19-01-2011 #9
Last Activity: 24-03-2022
i love it when that works :)jiggled the wires a bit
id be tempted to run it for a while, maybe the noisy bearing is a bit of crap thats snook into one during the trauma of the surgery you have done on it
-
19-01-2011 #10
Last Activity: 05-04-2020
I was thinking I'd have to rewind the motor. If I had had to I would have increased the kv. Originally Posted by blackburn mark
I ran it for about 3 mins on 12.3v and the sound didn't change. It consumes 40w at that voltage with no load.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Diy Brushless Spindle
By blackburn mark in forum Brushless Spindles & MotorsReplies: 181Last Post: 08-06-2021, 03:50 PM -
Spindle motors resonable options
By Web Goblin in forum Spindles & Drive MotorsReplies: 15Last Post: 20-11-2016, 03:31 PM -
DIY Brushless spindle
By booski in forum Brushless Spindles & MotorsReplies: 2Last Post: 30-10-2013, 09:36 AM -
FOR SALE: 400w panasonic ac brushless servo motors and drives
By gavztheouch in forum Items For SaleReplies: 3Last Post: 29-12-2011, 03:04 PM -
FOR SALE: Metabo 710W 230V Electric spindle, stepper motors, Tr nuts 20x4
By Vladimir_MD in forum Items For SaleReplies: 3Last Post: 09-04-2010, 05:24 PM

Bookmarks