
Thread: Thor, or should that be Zeus?
-
13-01-2017 #201

 Last Activity: 1 Week Ago
Last Activity: 1 Week Ago


Some pricing from Posa for reference.
1
Spindle for
CNC Machining Center
Built-in
EMS-30
12,000/ 15,000 RPM
SET 1 USD4,225
2
Spindle for
CNC Machining Center
Belt Drive
DS-BT30
15,000 RPM
SET 1 USD2,630
3
Spindle for
CNC Machining Center
Belt Drive
DS-BT30
12,000 RPM
SET 1 USD1,840
http://en.machine-catalog.com/adsl/O...atalog/214.htm - you can find teh details in there.
-
01-05-2017 #202
Last Activity: 1 Week Ago
Some update after a long absence (and winter).
Gantry is now epoxied to the main structure. Waiting for the epoxy to harden fully before taking away the jacks / hoist to see if it holds the estimated 700 kg gantry.
Busy drawing up the proxy mount parts and did some testing with them.
Id like to add limit switches, can I use proxy switches in series or best to go mechanical for these? I want to use all in series going to a single input in CS Labs / Mach 3.
-
11-05-2017 #203
Last Activity: 1 Week Ago
So, an update.
I managed to epoxy the gantry to the main body. Scary stuff this. Will some 'glue' hold an estimated 750 kg weight? Seem it does.

Next step was to rotate the mass and remove the table as I needed access to the rails.
Ignore the loose rails in the middle of the lower part.
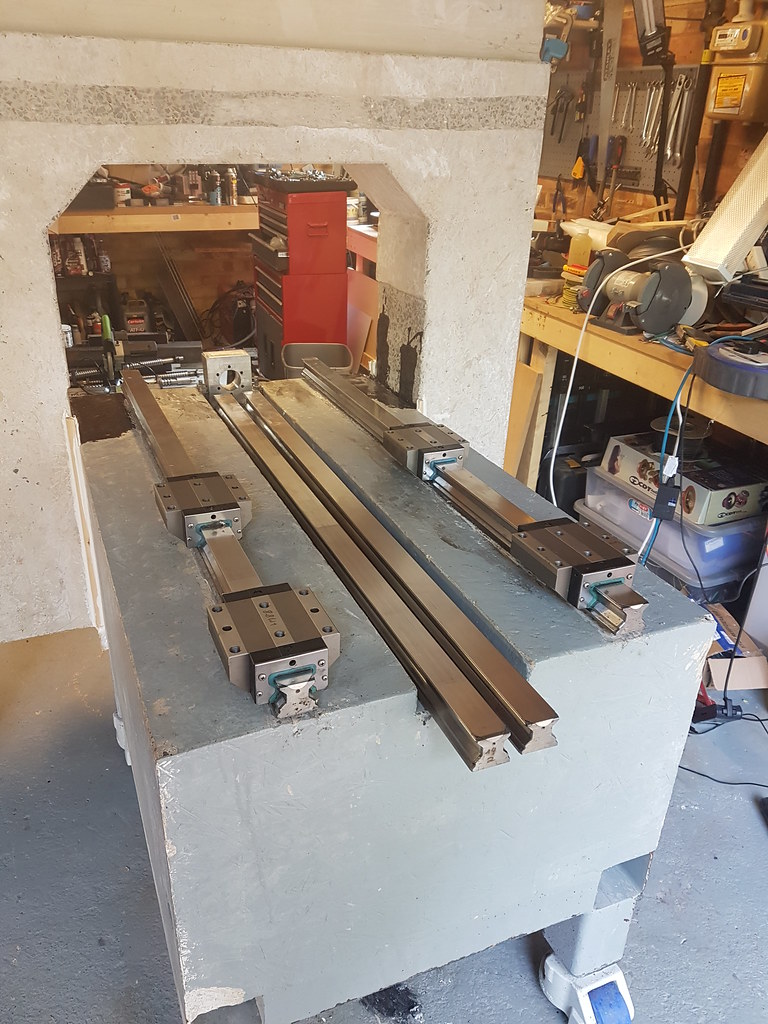
I then, with a lot of effort, lift my 300 kg 'reference' onto the rails, align and mount so that I can use this to get the epoxy set against the gantry.


The nett result is that I have something that moves forwards and backwards that is aligned to the bottom rails and should therefore be square once moulded. I should be doing the epoxy pouring this weekend.
Some of you might note that the reference part is only 50% of the width of the gantry. I dont have a larger reference surface and using it on its side means it will be too low.
So two options. I can either mould this width and then use a surface plate that I have and basically overlap until I get the full width.
Second option (and what I have gone for) is to basically put 100mm wide (the rails are only 40 but I need some extra height for the adjustment up and down) 30mm thick alu tooling plate (Eco Cast). I know its not perfectly flat but I am hoping this will be reasonable. Ill bolt this to the reference square and see how this looks.
https://youtu.be/ZtDXA0xAFhQ
-
14-05-2017 #204
Last Activity: 1 Week Ago
Mounted the tooling alu, a quick sweep tells me it looks to be accurate to within 0.05mm. Not ideal but not bad for a garage job.
Around 6 coats of carnuba wax later, we are ready to pour the epoxy.




The epoxy takes 24-48 hours to set but will leave it for the week and remove the reference table / plates to see the result. Then it will be a case of drilling holes and mounting the rails which is a pain in the backside. Not sure yet how Im going to epoxy the nuts in yet - when doing it from the top, gravity helps. On its side, not sure.
-
17-05-2017 #205
Last Activity: 1 Week Ago
Success!
Apart from some places that remained a bit unmixed, the rest has gone hard and is mirror smooth.
Removed the reference frame, alu still 'stuck' to the epoxy.

Then, a bit of prying with a crowbar and both parts are off.
The remaining epoxy is smooth and even has the tooling marks that transfers across from the plate.
A quick test with a straight edge confirms all is good. A quick test with the rails indicate they arent perfectly straight (This will be fixed as they get bolted down).



Next step is to drill two holes, around 1/3 from each side and mount, get basic alignment, using reference piece for X travel height calibration. Marking the rest of the holes, drilling, then mounting with another alignment test. This takes ages as I need to go to around 26mm from memory and there are many to drill into this hard concrete.
-
24-05-2017 #206
Last Activity: 1 Week Ago
Not sure if anyone is actually reading this thread anymore or not.
Im going to use a cheap chinese spindle (4KW) to start with. Ill look at a more expensive setup later.
Good source for decent quality ER20 collets please?
Thanks
-
The Following User Says Thank You to Chaz For This Useful Post:
-
24-05-2017 #207
Last Activity: 6 Days Ago


 Well I am following along with interestNot sure if anyone is actually reading this thread anymore or not.
Well I am following along with interestNot sure if anyone is actually reading this thread anymore or not. ..Clive
..Clive
The more you know, The better you know, How little you know
-
24-05-2017 #208
 Last Activity: 1 Week Ago
Last Activity: 1 Week Ago
 Me too.
Me too. Originally Posted by Clive S
Originally Posted by Clive S

-
24-05-2017 #209
 Last Activity: 29-06-2025
Last Activity: 29-06-2025

And me, just not on here that much at the moment...
Sent from my HUAWEI VNS-L31 using Tapatalk
-
25-05-2017 #210
Last Activity: 14 Hours Ago
I'm also watching.
Not had much time to post much, as I'm gearing up for a few weeks of work chaos. Normal service should resume sometime next month.Avoiding the rubbish customer service from AluminiumWarehouse since July '13.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)

Bookmarks