
Hybrid View


-
26-08-2016 #1

 Current Activity: Viewing
Current Activity: Viewing




I ran some gang tooling along with a QCTP (Quick Change Tool Post) on my old connect lathe.
I had mine setup to take three ER collets. Details of the setup can be found at http://www.machsupport.com/forum/ind...c,20153.0.html
There are plenty videos on youtube for ideas, but the big limiting factor is X-axis travel.
Personally, I'd see if the tool changer could be made reliable, as manually changing tools continually gets quite monotonous.Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
-
26-08-2016 #2
 Last Activity: 23-09-2017
Last Activity: 23-09-2017

Rob,
Do you have photos of the tool changer.
A lot of these did look home made even though they were made by the manufacturers. They used to have a tiny 24v DC motor and it spun to work the worm and wheel [ very crudely made] and went past centre, then reversed onto a ratchet and the motor stalled but then it dropped the voltage to around 9v ? to hold it on the pawl.John S -
-
26-08-2016 #3
 Last Activity: 30-11-2016
Last Activity: 30-11-2016

New user, hi all!
Some stuff I have learnt with an emco pcturn55:
drop mach3, use linuxcnc.
probably your auto changer will work fine (mine does). Post pictures and i can comment more...
gang tooling will also work fine.
You need a milling machine to make tools for your lathe...
cheers,
john
-
02-09-2016 #4
Current Activity: Viewing
So changing controller software will fix a mechanical problem?
 Originally Posted by Billythefish
Originally Posted by Billythefish
 Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
-
03-09-2016 #5
Last Activity: 05-05-2024
Ah, but for some Linux is more of a Religion than a tool for a job, it's mystical properties, not revealed to non-initiates, can solve not just mechanical problems but also cure coughs, colds and pimples on the makewater! Originally Posted by m_c
:DYou think that's too expensive? You're not a Model Engineer are you? :D
-
03-09-2016 #6
 Last Activity: 25-10-2022
Last Activity: 25-10-2022
changing to linux will not sort your problem, all that will do is to give a massive headache.
Right getting on to the real problem, the simplest way to cure this is to lengthen the "pawl", this is the rectangular part that catches on the rachet wheel. Similar tool changers to this have an adjustable end stop for the pawl which sets the tool position relative to the centre line of the lathe.
Or you could raise the whole tool changer to match the centre line, but this may give your tools a bit of positive rake.
I'll pm you my mobile number if you need a chat.
Tom.
-
04-09-2016 #7
Last Activity: 05-11-2017
Hi Tom, thanks for the reply, haven't checked in for a couple of days... Originally Posted by i2i
The linux/mach3 debate, maybe one day I'll have a proper cnc machine such as a Hass that comes with dedicated software but until then I'll stick with Mach3 because at least I have learnt to use the jog buttons, lol, yes I have a long way to go. The home/referencing thing is doing my head in right now. Then there is the offsets, then actually getting a wizard to do something, then fingering out how to string them together. And that's just the software! How to find where to buy cutting inserts that go with the tools I have, %&%$&% if I can find them even after calling the UK office of the manufacture and them sending me on a wild goose chase. Ok, too much pouring out my frustrations with this lathe/cnc steep learning curve, it's all fun, on to the auto-changer...
This thing is a bad design in my opinion, I am not a pro but if I was to design it, each individual tool would have an adjustment of a few mil either way up and down without having to use a shim of some sort. The paw that clicks into the ratchet wheel on this thing has two Allen bolts which are loosened to adjust the wheel and tool face relative to the work piece but only for one tool so the rest need shims if not aligned up naturally. The problem is not really aligning the tool, it's keeping the alignment where it is once tightening the bolts. This is why I will align one of the tools then drill the two parts and put a dowel pin in, at least then they will not move out of alignment, I hope.
I think this auto-changer problem has been figured out, it's the Mach3 software that is the headache and really need help with. The manual is good but there are some confusing things about the referencing/homing I don't understand (yet). Step by step. If I can get past this basic cnc stuff then hopefully I can get using this lathe properly. It is a nice lathe overall and hopefully it will do what was intended until I deserve a better one.
Cheers
Rob
-
27-08-2016 #8
Last Activity: 05-11-2017
Hi, thx for both replies. I made a video to send to the guy who made the toolpost (youtube link below). His English is limited so I did repeat myself a few times and also I really had no proper idea what I was talking about :) Since then I started to take it apart and found I was completely wrong in that the two set bolts are in fact the ones that are used to adjust the gear position and which I have adjusted numerous times now. It works for a while then slips.
The motor voltage drop would explain how they solved the tool from bouncing up and down, I was wondering about that if the belt would hold it with tension from the motor. The motor is also getting very hot though which worries me.
Anyway, the video still shows the changer quite well so please have a look and let me know what you guys think. I'm pretty sure he did make it himself and well done to him, but I just don't know what to do to about this slipping. Plus the motor is getting very hot.
https://youtu.be/mpLcjtrQ3pA
Cheers
Rob
PS: I haven't got to the point of using the Orac with g-code yet, only using the manual jogging. I'm hoping to ask a friend who used to work with cnc lathes to explain the basic Mach3 turning wizards to me when possible as the cad/cam process is a bit daunting right now. I can't even understand (yet) how the different types of homing works. I'll get there eventually.
As much as an auto tool changer is a nice idea, I still like the idea of a gang tooling arrangment. Also, this man, (maybe the forum knows him) made a really nice tool post https://www.youtube.com/watch?v=IfYLgENFvIkLast edited by Rob; 27-08-2016 at 07:38 AM.
-
27-08-2016 #9
Last Activity: 23-09-2017
Rob,
Won't get a chance to reply in full until tonight but once the bolts are adjusted you really need to cross drill it and fit a dowel to stop the slipping. Also make two decent thick washers up instead of the off the shelf punched out ones that will never tighten correctly.
It looks to be reasonable made but the direct belt drive frightens me. It really needs to go thru a worm drive so it can't drive back.
Something like this.
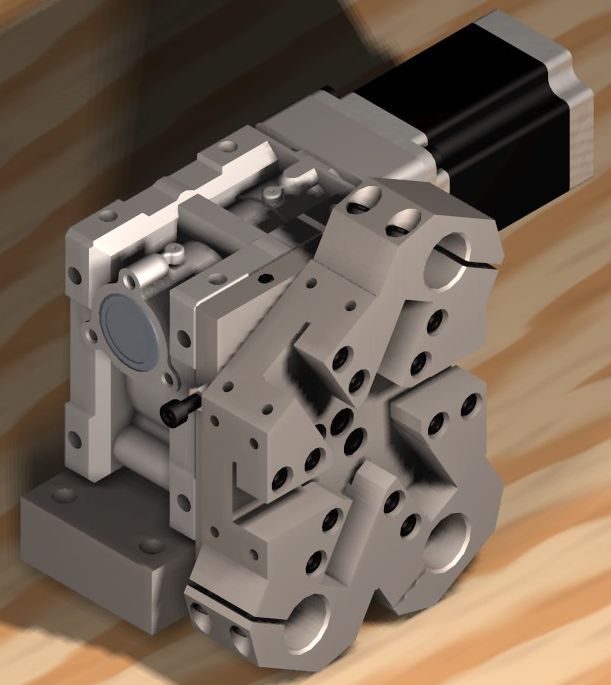 John S -
John S -
-
27-08-2016 #10
Last Activity: 05-11-2017
Thanks for having a look John. I was also thinking to drill it through and put in a dowel pin, but long term if more tools are added it might end up needing lots of holes. Actually I might do that in the short term until I can get a gang tool arrangement. I dont even see how the individual tool height can be adjusted without using shims or something. I just don't like this thing, such a hurdle and I haven't even got to the cnc part yet, rofl.
Last edited by Rob; 27-08-2016 at 08:06 PM.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
Interesting story
By TonyD in forum General DiscussionReplies: 1Last Post: 12-06-2014, 09:46 PM -
Anyone had experience with one of these Coolubricators...
By Wal in forum Swarf & Chip ManagementReplies: 4Last Post: 06-04-2014, 02:16 PM -
Gang Tooling Block
By Dave Clayton in forum Machine DiscussionReplies: 0Last Post: 21-10-2011, 09:52 AM -
XYZ Proturn SLX355 I want to Fit Gang Tooling Help!!!
By Dave Clayton in forum Lathes, Lathe Rebuilding & ConversionsReplies: 0Last Post: 21-10-2011, 08:17 AM -
NEW MEMBER: Hi. I'm new to CNC with a story of hope!
By cuttingaxe in forum New Member IntroductionsReplies: 1Last Post: 17-08-2009, 03:59 PM

Bookmarks