
Hybrid View


-
15-02-2017 #1

 Last Activity: 29-01-2024
Last Activity: 29-01-2024



Hi everyone.
I am pretty new to CNC and milling but I have a couple months to learn.
Been watching a lot of videos on YouTube so starting to build up a bit of basic knowledge.
My project requires a case for the electronics and sensors as well as mounting fixings.
I have been developing it using 3D printing and I was originally going to manufacture the cases this way but while I am okay with this for my own use, selling it as a product for people to use I am not so keen on.
So I am looking at using a CNC milling machine to make the case instead so it is a nice solid product.
Why not aluminium? Well we are using wireless transceivers inside the product so metal is out of the question.
My idea is to then use 15mm polypropylene sheet instead to get the same sort of light wight properties and strength (small sized case, about 100x45mm).
Are these China CNC milling machines okay for this?
I have seen them eat 10mm aluminium so this should be fine right?
My understanding of milling plastic is speed and sharp tools to reduce heat and thus the plastic melting.
There is less horse power needed as it is more speed than anything, though I still want a powerful spindle for future proofing..
I am also looking at the 6040 over the 3040 for future larger projects.
Software wise I use 123D Design for modelling the case.
For the CNC I plan on using Mach4 for controlling and Fusion 360 for the CAD stuff.
I understand that the controllers that come with the China CNCs are pretty, crap though they get the job done.
So was thinking of getting something like a TinyG right off the bat.
I am pretty good at electronics, I designed the circuitry for this product using micro controllers and built and customised a 3D printer so wiring up a new controller is fine with me.
I am aware that these China machines don't have end stops. So would be adding them as well.
Am I on the right path here?
As for hardware, I am stuck between ordering a complete package and picking things individually.
My thinking, ordering something like http://www.ebay.co.uk/itm/EU-Stock-4...QAAOSwDFNWFJQE would be best for just getting everything I need.
Or do I order everything separately so I can get the upgraded spindle and not pay for the controller if upgrading to the TinyG is much better than using stock?
I am sure a lot of this has been asked before. I have done a bit of searching but thought it might be worth just posting and seeing what people say.
Thanks
Jack,
-
15-02-2017 #2
 Last Activity: 17-08-2025
Last Activity: 17-08-2025


The best plastic for machining is hard polyurethane. Thermoplastics and nylon tend to string, acrylic melts and then congeals around your tool. If you are thinking to machine plastic, try a chunk of Tufset or similar. Mind you, it will spoil you for anything else.
-
The Following User Says Thank You to Robin Hewitt For This Useful Post:
-
15-02-2017 #3
 Last Activity: 29-06-2025
Last Activity: 29-06-2025

I love machining Acetal, it chips beautifully gives a nice smooth finish. Cant comment on the Ting G controller but if this is potentially for business then I'd build your own control panel, make your own PSU etc. etc. You'll be updrading the 6040 after a while so at least you'd have decent electronics...
Sent from my HUAWEI VNS-L31 using Tapatalk
-
The Following User Says Thank You to njhussey For This Useful Post:
-
15-02-2017 #4
Last Activity: 29-01-2024
I was looking at this stuff. https://www.cutplasticsheeting.co.uk...-polypropylene
Cost wise it is perfect and I can get it in good little custom sized sheets that will do one case each.
Googled "hard polyurethane" but not seeing much. Got some more info on that Robin?
Not heard of Acetal before, though I am no plastics expert :p
Will take a look at it.
I would like to encase the machine once I get it all setup and working though this will be after the production run due to limited time.
Plan on having it in a tower case like a HAAS milling machine mainly so it is all self contained and can be plugged in and turned on.
Moving house soon so having it like that will help with storage and keeping stuff clean.
My main thing about the electronics is having it sort of reliable long term.
I would like to just be able to turn it on and not have a problem that then takes a day or a week to fix because the China circuit board decided to blow up or drivers die...Last edited by JOGARA; 15-02-2017 at 09:28 PM.
-
15-02-2017 #5
Last Activity: 29-06-2025
Have a look at https://www.directplastics.co.uk/engineering-plastics/ they have lots of plastic stuff there

Sent from my HUAWEI VNS-L31 using Tapatalk
-
The Following User Says Thank You to njhussey For This Useful Post:
-
15-02-2017 #6
Last Activity: 29-01-2024
Ah nice, thanks.
 Originally Posted by njhussey
Originally Posted by njhussey

-
15-02-2017 #7

 Last Activity: 01-05-2018
Last Activity: 01-05-2018
Hello Jack
If I understand correctly, you have a project that you are now ready to commercialise. This will require manufacturing of plastic electronics housings and mounting brackets, for which you are considering cnc milling as the manufacturing method.
I would just suggest at this point that this possibly not commercially sound, and that you should consider vacuum forming, injection molding (or other plastic molding process), or closed mold GRP, etc. You may also consider purchasing an existing enclosure from one of a multitude of manufacturers/supplier of cheap enclosures.
CNC milled plastic may be commercially viable for simple flat profiles, or if only small quantities are required, but for example, an electronics enclosure (even a small one) milled from thick stock material has a high degree of material wastage.
Having said that, you may still need a CNC router for assisting to make your prototype vacuum forming molds and/or composites molds, which would typically be made in wood or aluminium. Another option, using your 3D printer, is that you could 3D print molds/patterns for brackets/boxes/etc then take composites molds from the printed models. You can also send 3D printed models of molds to an investment casting foundry and receive back an accurate aluminium or steel casting ready for prep/use as your plastics/composites mold.
I would recommend looking at vacuum forming, as it is quite simple, especially for small parts.
Regards, Jono
-
16-02-2017 #8
Last Activity: 29-01-2024
Hi Jono
My case has 5 PCBs in it in different orientations and types of mounting as well as fixings for mounting onto tripods (technically for injection moulding but work fine when heated and pressed into plastic).
I have looked at injection moulding but the starting costs put me off quite a bit.
And vacuum forming and off the self cases wont work because of the requirements of the internal layout.
The case is basically two flat 15-16mm sheets pushed together with their internals milled out for the PCB, sensors and connectors.
Works out at around £5 per case using Acetal and £1 using Polypropylene. So material cost is not a problem with these solutions.
This is why I am aiming for milling because it should give me the quality people are after with a product as well as it being at a low price point similar to the 3D printing solution.
Unless if I am missing something here? xD
-
16-02-2017 #9
Last Activity: 13-07-2023
Well it's certainly a lot more viable for low scale production than 3D printing is... It all comes down to how much volume you are expecting.
Injection tooling is indeed pretty expensive, only really makes sense if you are selling relatively high volumes and can spread the cost against at least several thousand units. I didn't pay for it myself but when we had the tooling made up for a drone I designed I think it was in the order of $10,000 to get the molds made (in china).
You would probably find a CNC a useful addition even just from a prototyping stand point - 3D printers are great, but the ability to work with PCBs, a variety of plastics, composites and some metals opens up more options to you that might be useful... not to mention much faster for making most things.
6040 is very much a generic term - some manufacturers are better than others, especially on the electronics front... One advantage of just buying a frame and adding your own electronics is that you can buy some better kit which you can then transfer to another machine if you decide you need something bigger or better.
I would recommend that you go for one with proper profile rails (e.g. HG20) rather than round rail - they are far superior. That particular machine you linked to actually simply has completely unsupported round rail for the X-axis gantry - don't bother with that... I had a similar machine in the past and there is a significant amount of flex from that design even when just pushing the spindle with your hand.Last edited by Zeeflyboy; 16-02-2017 at 04:15 PM.
-
The Following User Says Thank You to Zeeflyboy For This Useful Post:
-
16-02-2017 #10
Last Activity: 29-01-2024
Spent a few hours looking into control boards and stuff.
People where saying the parallel boards that come with the China CNC machines are not worth it (because they are limited to just doing stepper control) so I would rather not use them.
Boards like the TinyG are controllers in themselves (I thought they worked with Mach3, bad YouTubers misleading me there), they don't run with software like Mach3 because they are hardware controllers.
They take the Gcode and control the motors, while Mach3 is a softwarecontroller that sends the movement data/signals to the drivers directly via serial or other interface.
I think what I am after is one of these "breakout boards".
This one (which comes with a lot of the stepper kits) http://www.ebay.co.uk/itm/262849334835
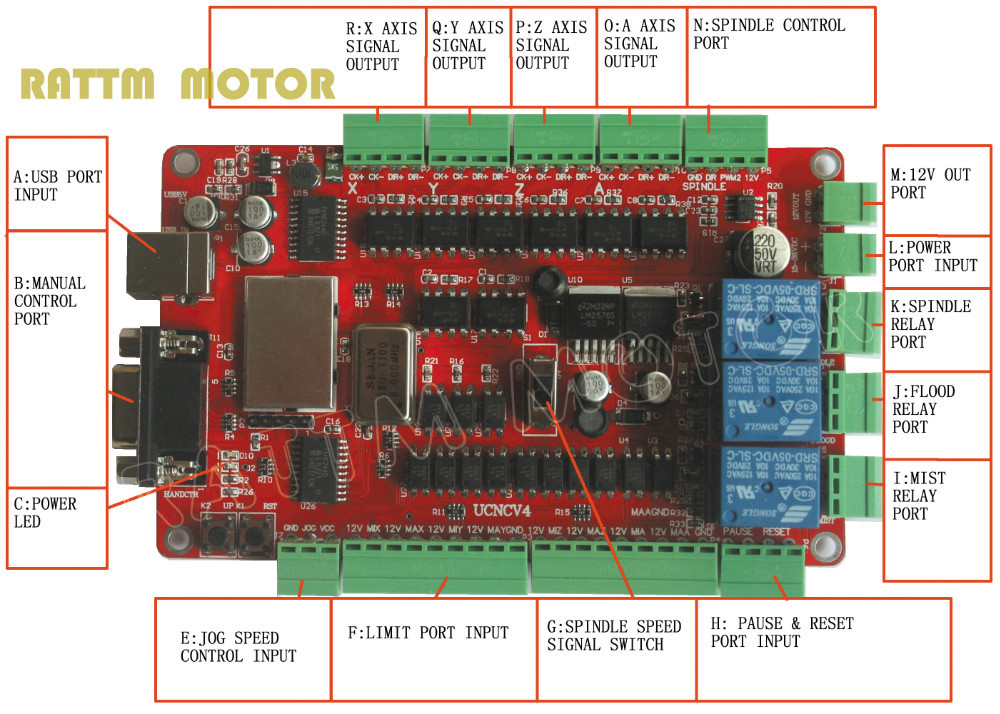
Looks to be what I am after.
4 Axis (only need 3) stepper control, spindle PWM, 3 relays for pump, air etc, home/limit switches and a couple IO ports.
Still China made but it comes with the motor kit so it should work fine with that setup.
That is the thing. I am not expecting more than 100. Probably not even 50. But at least 25 to make it worth doing the production run. Originally Posted by Zeeflyboy
I have always wanted a CNC table/mill. I want to do a few personal wood projects and some 5-10mm aluminium plate and I think now is a good time to get one.
That rail is a concern. There have been a few videos demonstration this but for what I am doing I don't think it will be that bad?
Most said it was okay though larger jobs it started to cause problems.
I really do like the idea of putting a kit together rather than buying a premade one.
http://www.ebay.co.uk/itm/EU-Stock-4...QAAOSwDFNWFJQE
This one looks the the standard 6040 and is around ~£1,500
But I could put together this kit together for around £1,200. But I get the upgraded 2.2kW spindle, controller and beefer steppers.
Base - £650 - https://www.aliexpress.com/item/6040...308.0.0.4cDNN7
2.2kW spindle/driver - £200 - http://www.ebay.co.uk/itm/252593036650
Steppers - ~£230 - https://www.aliexpress.com/store/pro...612.0.0.NtqLm6
Stepper mounts - ~£15 - Trying to find some EU stock. Only China atm :/ https://www.aliexpress.com/item/3Pcs...999.268.f7AXAm
Cables, Water pump, Tube, cable bendy thing etc - ~75-100
Sounds like a better deal to me...Last edited by JOGARA; 16-02-2017 at 09:47 PM.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks