
-
15-02-2018 #311

 Last Activity: 29-01-2024
Last Activity: 29-01-2024



 Originally Posted by Clive S
Originally Posted by Clive S

errrrr You have lost me I am afraid... xD
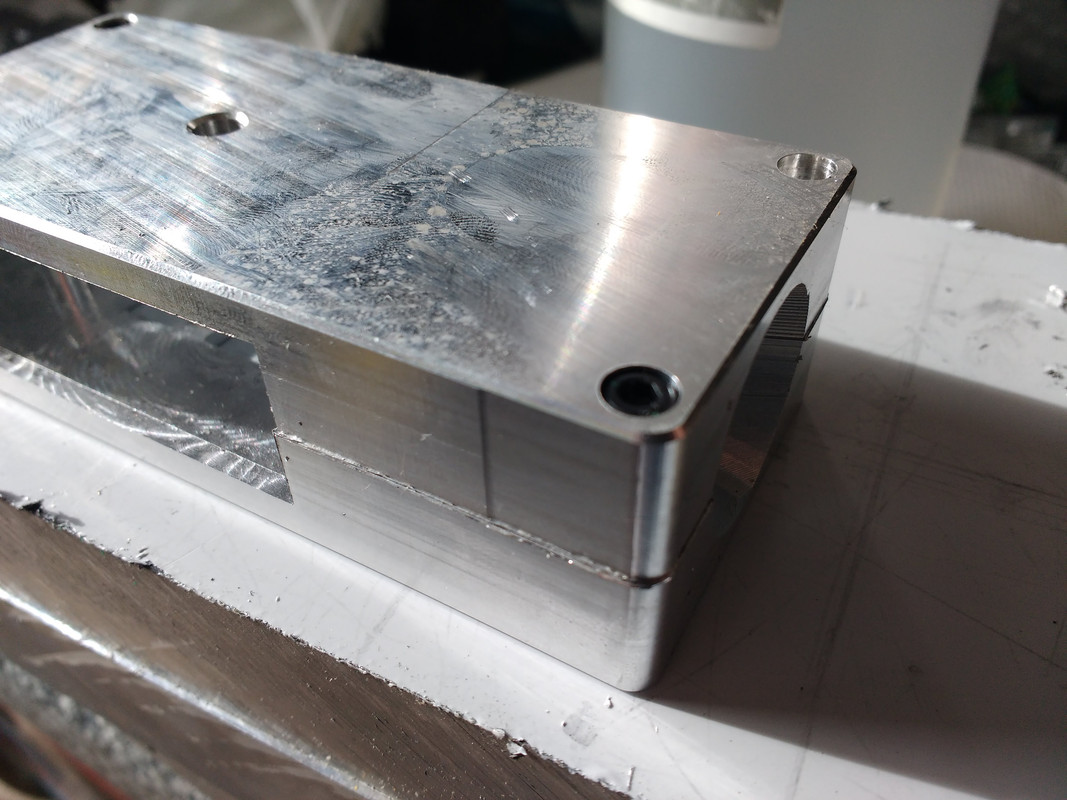
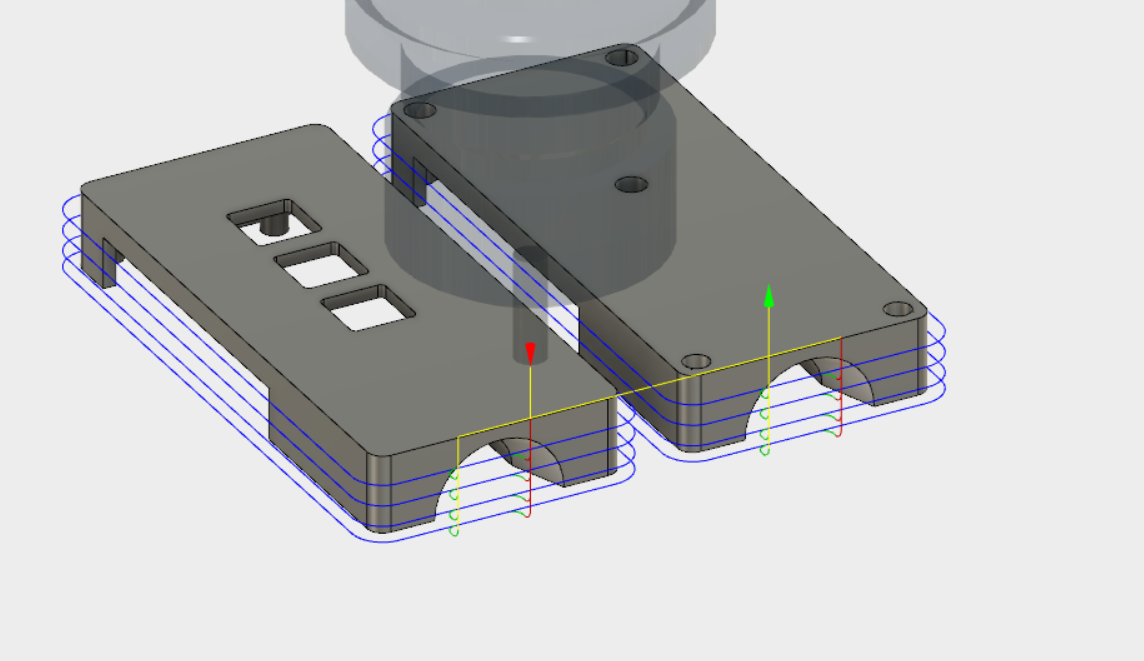
Also getting this line down one side of my part. Pretty deep and you can see that reflect in the chamfer on top of the part.
You might think that it is because the contour starts or stops here, but it doesn't...
Any ideas?
-
15-02-2018 #312
Last Activity: 29-01-2024
Great. Now I am getting "Is the Xpod inserted OK?" all the time. Can't continue the job as it lost Y position....
-
19-02-2018 #313
Last Activity: 29-01-2024
Wont even drill now without producing that error :(
-
20-02-2018 #314
Last Activity: 29-01-2024
I am also trying to work out how to add outputs to this USB controller card.
Are the outputs the same, as in pin 1 is OUT1 on the card?
Is it pull high or low too?
-
25-02-2018 #315
Last Activity: 29-01-2024
Not sure what is going on but it keep losing X machine cords.
My operation has tool changes, I change the tool and set it off the work piece.
I hit run and it slowly goes back to where it stopped the contour or chamfer and then it fucks off somewhere, sometimes crashing the machine...
-
The Following 2 Users Say Thank You to JOGARA For This Useful Post:
-
26-02-2018 #316
 Last Activity: 14-07-2020
Last Activity: 14-07-2020

No idea about electrics, not my thing.
But tool changes. Share a bit of your g-code where it happens.
-
26-02-2018 #317
Last Activity: 29-01-2024
Got in contact with Mach and they suggest that it is me moving the axis while it is waiting to start the next operation.
No idea why it would move the machine cords but Reddit also agrees that Mach3 does not like to move mid Gcode...
Switched back to splitting my code into multiple files for each tool. Worked fine. Doesn't add time, does increase the possibility of me picking the wrong file though xD
-
26-02-2018 #318
Last Activity: 3 Days Ago
Not sure if it's the same problem, but something like this happens with the CSMIO motion controllers when you do a tool-change invoiving a touch-off operation - it just gets confused. Fortunately, the answer in that case is to "upgrade" to a slightly earlier version of Mach3. I'm now running .028 (from memory) and that works absolutely fine. M6 tool-changes with touch-off tool setting aren't a problem.
Not sure if you are seeing the same or closely-related problem, but might be worth looking at. Life is easier if you don't have to switch files!
-
10-03-2018 #319
Last Activity: 29-01-2024
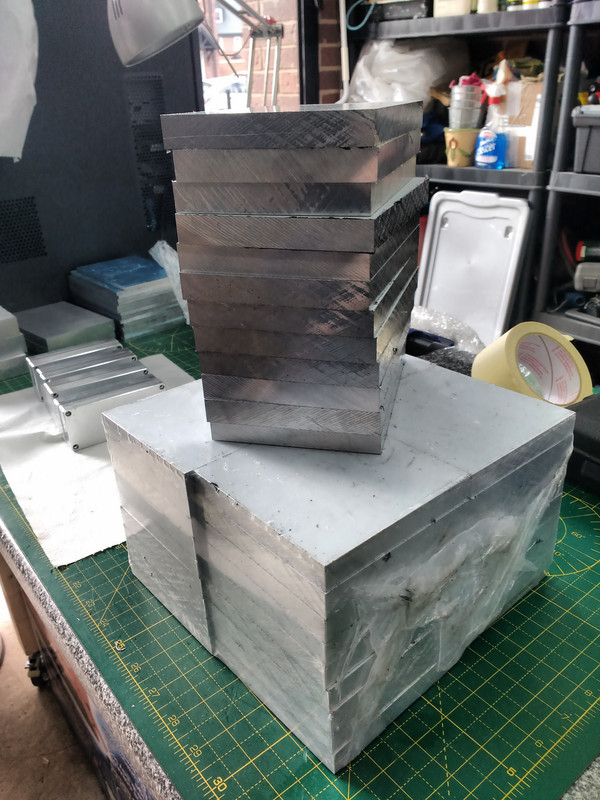
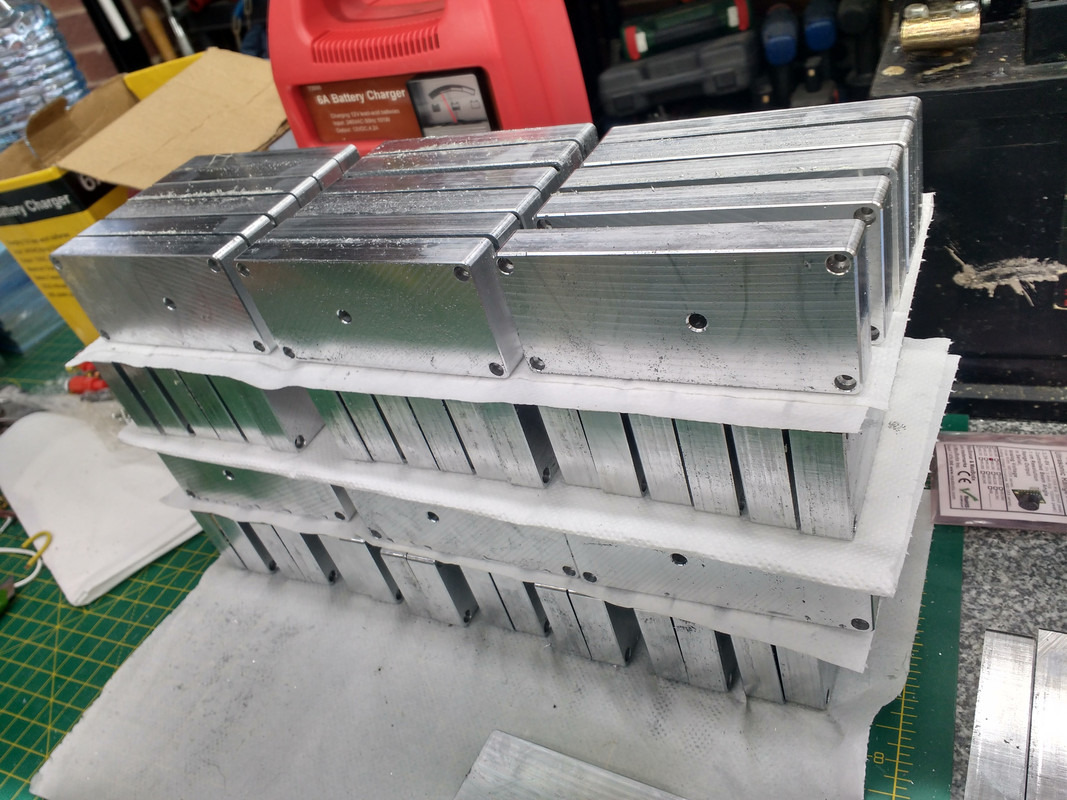
Busy week.
Would have been quicker if it wasn't so cold...
Another 2 operations to do in each side and then tumbling and anodising.
-
11-03-2018 #320
Last Activity: 27-02-2026
Because it's not part of the program. It's a little bit like you going for a walk in dense forest, you know where you are because you have a map, but then someone blind folds you and dumps you in a different position with no reference where you have come from.... you are then lost.
Some controllers will let you move out of position and others wont, it's highly controller dependent.
The normal thing to do is program a tool change position.
Example
Z 50.
X-100. Y100. (or were you want to tool to go for a safe tool change position)
Then a program suspend or stop.
Change tool... resume program.
But as we don't know what you procedure is, its hard to know exactly what you are doing.
Again it's not working as you think it should, but the controller is not the problem in this case.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks