
-
05-10-2017 #161

 Last Activity: 29-01-2024
Last Activity: 29-01-2024



Zeeflyboy, any suggestions on where to start with the TPA-2?
Not been given any docs other than this;
http://kurokesu.com/main/2015/12/30/...robe-to-mach3/
-
05-10-2017 #162
 Last Activity: 13-07-2023
Last Activity: 13-07-2023
I'm afraid I don't use the same motion controller as you, nor do I use Mach3 anymore... but it should be fairly straight forwards.
Hook it up to the same point that the normal probe goes to, but you just need to go to the ports and pins part to invert the signal mach is looking for as it's a normally closed circuit vs normally open. If you flip over to the diagnostics page of mach you should then be able to see the probe input trigger as you press on the probe tip.
It is definitely worth spending a couple of minutes dialing in the probe tip using a dial indicator before each use - the runout of the spindle/collets results in me getting anything up to around 0.1mm of runout all the way down at the tip which will affect any probing results. Within a couple of minutes of careful tweaking I can get that down to less than 0.01mm
As for probing on mach3 - I've never done it. I think there were some screen sets for mach3 that have probing built in, or you could write a small macro to do it (or use someone else's) but the info is out there if you have a look. Mach4 makes things quite simple with a dedicated probing section built in so I've never had to figure anything out in that regard.
-
The Following User Says Thank You to Zeeflyboy For This Useful Post:
-
05-10-2017 #163
Last Activity: 29-01-2024
 Originally Posted by Zeeflyboy
Originally Posted by Zeeflyboy

Thanks for the info. The probe does look a tad off from stock. I forgot to get a dial indicator >.<
Trying out the ProbeIt plugin that creates a wizard to probe. It has tools like auto calibrate. Uses a known diameter though and I don't know if I got anything for that :/
Trying to think what I can get that is large enough but not going to break the bank...
-
05-10-2017 #164
Last Activity: 13-07-2023
in reality you probably don't need to calibrate it.... if probing the inside of a hole for example, everything is relative so you will still find centre of the hole even if the measured dimensions were off.
Calibration is more of interest if you were measuring things for verification purposes.Last edited by Zeeflyboy; 05-10-2017 at 09:28 PM.
-
16-10-2017 #165
Last Activity: 29-01-2024
0.03mm is the best I have gotten so far.
Finding it quite hard to get it any closer :/
Is there a way to get Mach3 to move a single step? 0.01mm is a couple steps on the stepper from the looks of it.
And how accurate is the mm readout in the interface? I would rather it move to the nearest 0.01mm rather than this...
Last edited by JOGARA; 16-10-2017 at 01:14 PM.
-
16-10-2017 #166
Last Activity: 13-07-2023
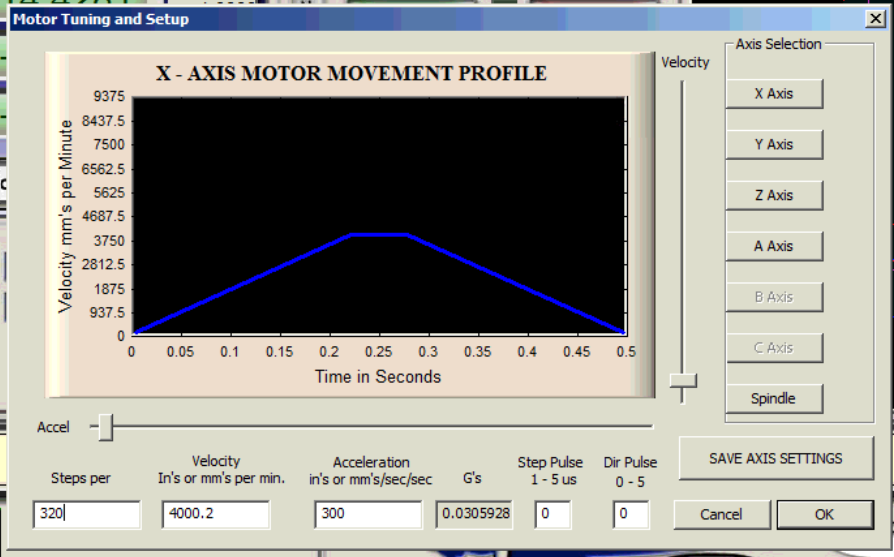
Typical stepper is 200 steps per revolution. You have 5mm screws, so you move 0.025 per step (5/200).
Microstepping doesnt really count, so the fact you have eg 320 per unit (cant remember exactly what the stock setup is) isnt really what youre looking at, though you could argue with little to no load it wont be far off.
That said, I can move mine in 0.01mm steps on the jogging button but I have 1.2 degree steppers (so 0.017mm per full step) with built in encoders and microstepping gives 800 per unit.
Just edit your jog values so that one of them is 0.01mm and itll do its best to match. If it is 320/unit then you have a base value of 0.003125 so any movement will be a multiple of that - that means the closest movement to 0.01mm you could theoretically get is 0.009375 which is why the value in the readout looks a bit odd - its physically impossible for it to move to any value that isnt a multiple of 0.003125. Again though microstepping is not really reliable regarding accuracy so your real resolution is 0.025 as limited by the motor steps per degree and the pitch of the ball screw.
Btw I would try to use the least amount of travel on the dial indicator - those type can have a fair bit of spring push and you may be deflecting the probe rod slightly. No guarantee that the deflection is equal all the way around.
Do you actually need to jog into the dial for this? I just spin the guage zero so that it sits in the middle of the values for either side and then adjust probe until it reaches close to zero, then move to the next set of screws and repeat, then go back to the first as it may have moved slightly. That will normally get runout to less than 0.01mm for me. Definitely a bit of a knack to it but it only takes me a few minutes now.
Oh and finally have you tried calibrating the machine? Mine wasnt exactly wonderfully accurate out of the box. I think mach3 even has a screw calibration wizard that saves you doing the maths.Last edited by Zeeflyboy; 16-10-2017 at 01:53 PM.
-
The Following User Says Thank You to Zeeflyboy For This Useful Post:
-
16-10-2017 #167
Last Activity: 29-01-2024
I have not changed anything other than adding ProbeIt to the wizard.
Don't like messing with stuff.
This is default.
What would be the highest resolution I can get from this without it being too weak?
That and roundest number possible :p
I moved back on the indicator and got around 0.025mm so tiny bit of movement yes.
Ideally I want to be able to probe my soft jaws and just batch process a load of cases.
Changing tools all the time takes time.Last edited by JOGARA; 16-10-2017 at 04:24 PM.
-
16-10-2017 #168
Last Activity: 29-01-2024
The only way around this is to mill the outside and front of my case first, then flip and mill inside with the degree of error being around 0.05-0.075mm.
This would allow me to vacuum plate the first operation on the front of the case, removing the need for super glue.
I think I could live with that...
Ideally I could get it all bang on but that is not looking like it is going to happen on this machine any time soon... :/
-
16-10-2017 #169
Last Activity: 13-07-2023
I wouldn't get overly obsessed with the DRO giving a round number read out - better that it is actually calibrated correctly.
After all, other than for reasons of OCD consider that your 17.9188 from the DRO above is only 0.0012mm away from the commanded 17.92 - 0.0012mm is roughly half the width of a typical bacterium (which are commonly 0.01mm long too for context!) Basically it's a level of precision that your machine couldn't possibly hope to achieve anywhere near so it's irrelevant for all but how neat the DRO looks.
When you correctly calibrate the ballscrews, likelihood is that you will end up with a horrendous number like 321.24 as your calibrated steps per mm which of course means you don't have a snowball's chance in hell of ending up at a round number on the DRO.
I'm not sure how you arrive at your conclusion that you will be working to an error of 0.05 to 0.075mm.... but 0.05mm is nothing to be sniffed at... it's a very good level of accuracy realistically speaking - less than the thickness of a typical human hair.
Increasing the microstepping won't really help... if anything it just makes it harder for your motion controller to keep up at high speeds. Microstepping really only serves to make things smoother, gains in resolution are mostly illusionary.Last edited by Zeeflyboy; 16-10-2017 at 09:31 PM.
-
16-10-2017 #170
Last Activity: 29-01-2024
Sorry I meant 0.5-0.75mm.
I think it will be fine. Just need to rework a few things in my CAM
Thanks for the info

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks