
-
13-04-2017 #71

 Last Activity: 29-01-2024
Last Activity: 29-01-2024


 That's a good idea. I was planning on keeping the vice at the far left side and leaving the rest available to other projects that I need to do.
That's a good idea. I was planning on keeping the vice at the far left side and leaving the rest available to other projects that I need to do. Originally Posted by Zeeflyboy
Originally Posted by Zeeflyboy

-
14-04-2017 #72
Last Activity: 29-01-2024
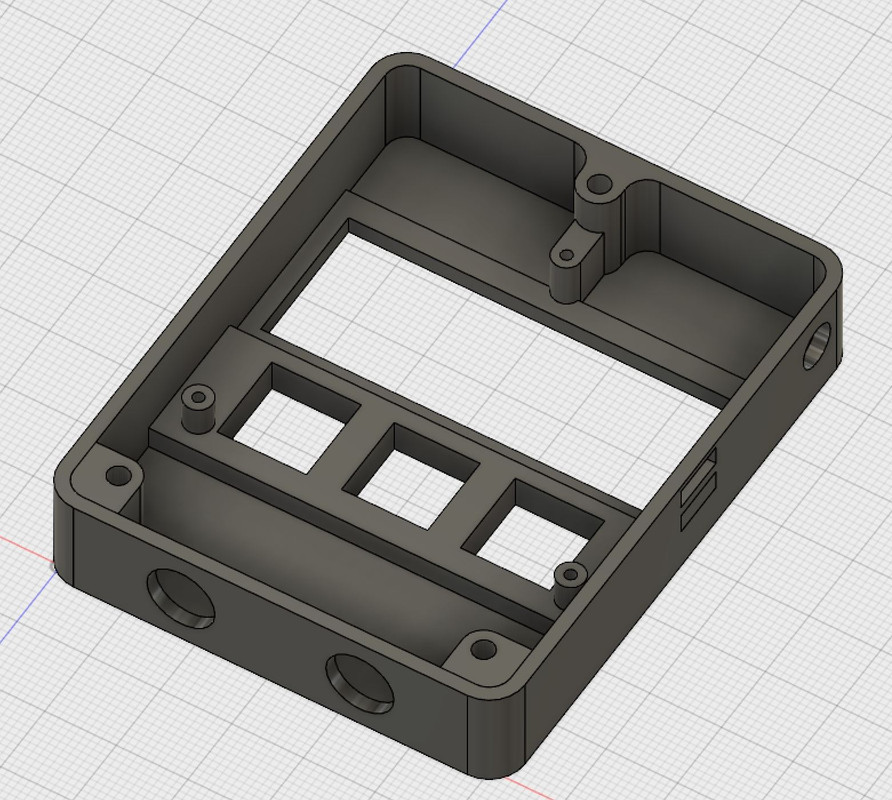
So this is the case that I am milling out of EcoCast.
These are the end mills I have so far.
3.175mm http://www.ebay.co.uk/itm/1824106825...%3AMEBIDX%3AIT
2mm https://www.aliexpress.com/item/10pc...608.0.0.EJZ3Jx
1mm https://www.aliexpress.com/item/10pc...608.0.0.EJZ3Jx
The case is like 75x60mm so I don't want to carve that all out with a 3.175.
Was thinking of getting something along the lines of a 6mm end mill to do the main hogging out.
What is the max these spindles can take?
I have collets up to 12mm.
Also, where is the best place to learn speeds and feeds? I have been testing these 3mm on a bit of this EcoCast and broke 2 end mills within minutes.
One I accidentally knocked into the work piece. The other because I did not know how to correctly set up the Z in Fusion CAM.
-
14-04-2017 #73
 Last Activity: 18 Hours Ago
Last Activity: 18 Hours Ago



Have you thought about using foam etc. to practise on that way it will be more forgiving when you dive into it.
..Clive
The more you know, The better you know, How little you know
-
14-04-2017 #74
Last Activity: 29-01-2024
No fun without danger of snapping a bit though :p Originally Posted by Clive S
The wood carving was fine. Just need to learn about the speeds and feeds for when in Fusion.
-
15-04-2017 #75
Last Activity: 13-07-2023
6mm Single Flute is my general use bit when cutting Alu unless I need smaller for radius/slots etc. I have a 2 Flute 12mm I tend to use for hogging out plastics, that's the largest I have used so far, works great.
3 Flute roughing bits also pretty useful but I do find them a bit harder to get right without coolant, easy to start welding chips if you're a bit off the sweet spot. Single Flute is much more forgiving in my experience and well suited to the high speed spindle.
G-wizard can be a good place to start for feeds/speeds. Think it has a 30 day free trial.Last edited by Zeeflyboy; 15-04-2017 at 01:49 AM.
-
16-04-2017 #76
Last Activity: 29-01-2024
The only place I found that does larger single flute end mills int he UK is this eBay seller, http://www.ebay.co.uk/itm/6-0mm-Soli...YAAOSw5cNYTbtV
(looking at it, they are not from the UK, yet they put their location as UK...)
Know of any more?
Quite pricey though and around the same shipping time as e-EMS on Ali.
Tempted to buy a dozen or so bits from Ali and pay for the faster shipping.
[edit]
Can find a load of 2 flute on there. http://www.ebay.co.uk/itm/2-FLUTE-CA...DARtSupNGbvLLw
Ordered a 4 flue 6mm and 3mm off Amazon to experiment and compare with.
Just want to see the difference.Last edited by JOGARA; 16-04-2017 at 08:46 PM.
-
16-04-2017 #77
Last Activity: 13-07-2023
I've used these guys before (UK based) for their Belin Single Flute Downcut bits... not the cheapest but good quality.
http://www.cncroutershop.com/uk_en/
They have a good selection of Single Flute upcut bits too, including their own brand.
Other than that I tend to use AliExpress, most stuff comes within a couple of weeks at most even slow boating. I've used these guys before and quality was great.
http://s.aliexpress.com/QRnaE3ia
Roughing bits might be worth looking at too:
http://s.aliexpress.com/j6vqyuAN
-
16-04-2017 #78
Last Activity: 13-07-2023
Oh and another thought - if you are just doing a small levelled area for the clamp to bolt into, consider using something that will be a bit more resilient than mdf like tufnol kite board or even a skimmed Alu plate. You could thread directly into either and it'll be more moisture resistant.
Also re fusion - set up cloud library and do your own tool library. Much quicker and easier than searching through their generic one and you won't have as many mishaps with wrong feeds/speeds.Last edited by Zeeflyboy; 16-04-2017 at 09:36 PM.
-
The Following User Says Thank You to Zeeflyboy For This Useful Post:
-
16-04-2017 #79
Last Activity: 29-01-2024
Originally Posted by Zeeflyboy
Originally Posted by Zeeflyboy
I was just editing my thread with my findings on Ali as you replied. :p
These are the ones that I have spotted on Ali. The second store being about twice the price of the first store.
Saite_Cutter Store
3.175mm http://www.aliexpress.com/item/5pcs-...999.262.ohQh0J
5mm http://www.aliexpress.com/item/Free-...999.268.ohQh0J
6.35mm http://www.aliexpress.com/item/Free-...999.265.ohQh0J
Shanghai CNC HOME Ltd. Co.
https://www.aliexpress.com/store/pro...612.0.0.1GtQBZ
Looks like the Shanghai CNC HOME is the one to go for then if you are suggesting it.
Happy to pay more for the bits if they are better obviously.
Those roughing bits look good too. Seen NYC CNC use them and they just rip through the material.
Was thinking of getting a sheet of Polypropylene for the spoil board as it is pretty strong?
Ideally i'd go Aluminium but I wont be ordering again for a few weeks to make it worth shipping the dam thing.
I have already started putting the tools I have so far in the library.
Did not bother with their stock items as I pretty much guessed that the eBay and Ali stuff would not be on there.
Also got a trail of the G-Wizard and making sure I have the correct feeds and speeds set up for those bits.
I have been reading up on the flutes being up or down.
Isn't the up flute better suited for chip evacuation?
Going to be mostly milling out 15mm deep stock so pulling up the chips rather than having them go down would be better over the down cut bits?
Its not like my vice can't handle it, that thing is a little beast.
(Obviously not as good as the ones you get on the industrial machines, but you know what I mean....)
Again thanks for the help.
Really do appreciate it.Last edited by JOGARA; 16-04-2017 at 09:52 PM.
-
17-04-2017 #80
Last Activity: 13-07-2023
Price isn't necessarily an indication of better quality, if the reviews are decent and the parts look good then have a go - I just linked to the store that I have personally ordered from in the past.
For Alu, yes upcut is definitely what you want as chip evacuation is vital. Ideally one would also be using compressed air (with added bonus points for mist coolant) with a nozzle aimed to blast any chips out of the way.
I initially bought Downcut for some closed cell foam I was machining for custom cases/tool trays. They are mostly of use in softer materials where the top edge can be a bit rough with an upcut bit. Compressed air or a vac shoe can help with chip evacuation there.

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks