
-
16-10-2017 #171

 Last Activity: 14-07-2020
Last Activity: 14-07-2020



I have the same machine. A couple of things. I have recently done a batch run like what you're wanting to do. I did it by marking my vice with a bit of white electrical tape and eyeballing the edge of the stock up to it, drilled all the holes with the same drill bit (smallest hole size, the larger holes I opened it manually with a cordless whilst the next part was on the machine) on the vice then moved them over to a fixture plate for profiling, located by two dowels after reaming two of the holes by hand, then ran the profile paths, chamfer, flip, chamfer.
If you are touching the home switches at any point, don't. They are lousy and will introduce anywhere between 0.04 to 0.32 error on each axis. The machine itself isn't so awfully bad at repeatability, there is a bit of backlash in mine but it ran the ops on all 6 of the parts I made without any major visual error. I chucked up my dti between each tool change and rezeroed off the reamed hole on my bed I use as a reference just to be sure but it was probably a waste of time.
To step jog, press tab on your keyboard in mach3 and you can change between continuous jog mode and step jog, and also change the step value. Spinning a dti in a reamed hole to find zero I use 0.01mm step and I'm normally back out the hole and putting a tool in within a minute.
Tool changing is the enemy. My z setter is nuts for some reason and will never give close to the same result twice so I've been z setting with a feeler gauge for awhile, takes a little longer but it's absolutely on point. Cleaning the spindle taper, spindle threads and collet nut between each tool change is also a real bastard (I've just ordered a second collet nut so I have one clean with the tool mounted ready to screw in). And also spend far too much time making sure I have the mist nozzles pointing in the right place.
-
16-10-2017 #172
Last Activity: 13-07-2023

Well you should certainly be able to do a lot better than that... why do you think you'll be stuck with that level of inaccuracy?
My admittedly limited testing has showed the probe (runout adjusted each time) to find centre of a bore to within less than 0.02mm.... a quick way to check this is to run a centre probe, take a note of the Machine co-ordinates rather than the work co-ordinates, clock the probe eg 90 degrees and run the centre probing again. note how much the machine co-orindates have changed by after it re-zeros, repeat that a few times at different clocks and the maximum variation in machine co-orindates gives you a good indication of how reliably it is finding centre.
Finding zero from probing two edges to find a corner is a slightly different kettle of fish as you would need to calibrate to take account of deflection before the probe triggers to get truly accurate results. Centre probing mostly gets rid of this issue as deflection occurs on both sides.
If machining using a jig/soft jaws, you can always ream a bore in the jig/jaw that will then serve as your zero point.
I would say with a bit of thought you should certainly be able to get two sided machining to within a very tight tolerance (in terms of repeatability - absolute accuracy is another question as you could for example be eg 0.1mm out on all dimensions but as they will all be the same then relative to each other it doesn't matter).
-
16-10-2017 #173
Last Activity: 13-07-2023
I do something very similar these days - I have a reel of 0.01mm shim steel and I jog the tool up to just short of the z-zero surface, then jog in 0.01mm increments while sliding the shim material back and forth. Once it grabs you know you are 0.01mm above the surface and it works rather well for me.
 Originally Posted by Snapper
Originally Posted by Snapper

Interesting point about cleaning between changes... Until relatively recently I never paid much heed to this and the amount of gunk that I managed to clean out of my spindle bore was eye opening. more than halved my runout by cleaning it out.... now every tool change I use compressed air to clean out the collets and bore, and usually a piece of oiled kitchen towel to wipe out the bore before then re-inserting the new collet if changing collet size.Last edited by Zeeflyboy; 16-10-2017 at 11:53 PM.
-
17-10-2017 #174
Last Activity: 14-07-2020
I use a thicker 0.55mm gauge purely because it's more solid so easier to keep straight and flat. I eyeball down then step jog back up until it fits under. Originally Posted by Zeeflyboy
Yeah cleaning everything is absolutely paramount to getting a nice cut. Specially with alu, chips get in the slots in the collet and cause absolute carnage. I use isopropyl alocohol on paper towel. It's quite amazing just how much black comes off everything, even after a relatively short op. I have a piece which got scrapped anyway because I didn't realign the flip properly, but each side done using the same tool in the same collet in the same nut and the difference in surface finish between the two sides is incredible. The difference being when I first inserted the tool for the first side I forgot to clean everything up first. I will dig it out the scrap box tomorrow and upload a pic as it's a great example.
-
17-10-2017 #175
Last Activity: 14-07-2020
Here's two pics from different angles. Again this was the same tool in the same collet in the same nut running the same g-code file. Only difference being on the top half (first op) I forgot to clean everything when changing the tool. For the lower half I took the tool out and cleaned everything up.
Quite a difference!!
-
17-10-2017 #176
 Last Activity: 29-01-2024
Last Activity: 29-01-2024
Thanks for all the info.
I have been using the tool bit to touch off for a while and get okay results. Was hoping the probe would be better and faster.
I have 2 holes in my soft jaws to use as touch off points. I might try and use that method instead of touching off the edges.
The ProbeIt thing is acting up though with the auto probing. Probes something then fucks off somewhere....
Trying to use this bit to make my Fillets. https://www.shop-apt.co.uk/corner-ro...ide-45hrc.html
I am not 100% on the Fusion tool library and can't find examples for this sort of tool.
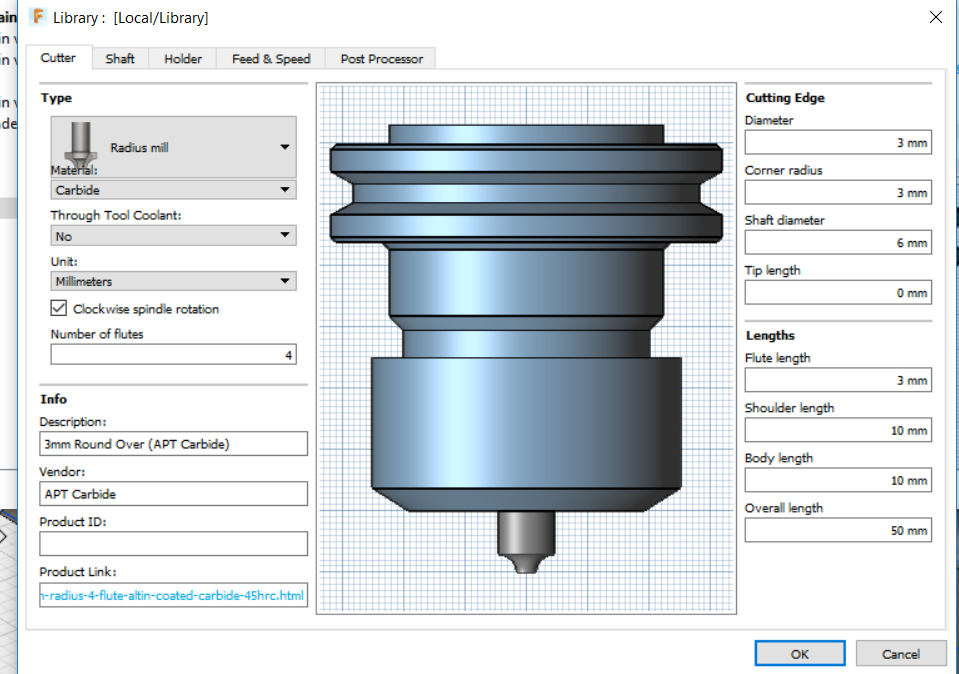
NOTE, Diameter is set to 1.3mm and shaft to 8mm. This image is old.
I got it to work though it was either too close to the part on the XY or too high on the Z. Not used it in over 2 months.
Any ideas?
I'v been cleaning mine out too. Not noticed any difference though I have not been looking.
For me it gets clogged up in the collet so when removing the tool I blast it.
[edit]
Think I got it working now. Though speeds and feeds are probably wrong.
Lots of chatter.Last edited by JOGARA; 17-10-2017 at 03:02 PM.
-
17-10-2017 #177
Last Activity: 29-01-2024
So I just used the probe and by hand found the center of one of the button holes in my case.
Was then able to chamfer the edges.
Not bad, not great. Was a hair out on the Y. X was perfect.
I just added 0.025mm to the Y and it is near perfect.
So Zeeflyboy your method works... :p
The real test would be machining around my part top and bottom now with out much, if any step in the surface finish once flipped and had the same operation done.
I guess the best way to do the flip is to leave 0.0something on the bottom of my stock and then flip, then remove that last 0.0something and chamfer...?
-
18-10-2017 #178
Last Activity: 14-07-2020
How deep is your case to cut in one pass? I don't think you will ever get this machine to flip a part and cut from both sides without leaving a step, but you should be able to make it small enough to sand and polish out. Originally Posted by JOGARA
Just to give an idea of the machines repeatability I zeroed in on the reamed hole mentioned above, moved my coordinate system over to the vice, milled out a part that was ~1hr machining time, came back to the reamed hole and it was 0.045mm out in Y and 0.02mm out in X.
You should be able to get the results you're after without probing everything. If this is something you're going to be making multiples of it would be well worth your time in making a proper jig.
-
18-10-2017 #179
Last Activity: 29-01-2024
I have worked out that I don't need to do the flip on the outside. Originally Posted by Snapper
I will just use the super glue method to stick my stock onto some sacrificial that I can reuse.
Adds a bit of work removing the glue but it has worked since day 1.
Flipping the part and milling the rest would have meant not spending time on that but it works, don't fix it.
At the moment I can make 2 cases at once. I'd rather not go beyond that as it is more setup and I just need to start making these things now.
Can't spend any more time trying to make it better for batch production...
I have got it to around 3 hours total per pair of cases (not including the rear of the case, though a pair of those are 30 mins.
I can probably get it down 10 mins just with less cautious lead in and lead out distances.
Most of the time is spent with my 6mm roughing bit. That takes out 95% of the material and totals nearly 2 hours of 3.
I have found that I can cut 2mm depth quite well at 75% of the feed it is currently doing (currently 1mm DOC) with my 6mm rougher, so putting adjusting that will result in less time too. Not much but another 10 mins off.
In total I a have 100 of 2 different case designs to make. At this rate I can make around 6 every day.
But for vast majority of that time I will be working on other things (tumblring, PCBs, Anodising, Finishing etc) while keeping an ear on it so it is not that bad.
-
18-10-2017 #180
Last Activity: 14-07-2020
Just looked back through the thread for pics. I have a suggestion.
First, it looks like your buying custom cut plates? If so, order them cut to size, they always come cut slightly oversize, so rather than milling all that away from the edges, you would just be trimming a mm or so off each side saving you in both material costs and machining time.
Second, you could make a fixture plate for accurate location after flipping. Carry on machining out the guts inside on your vice, in the pic below the three holes circled you could drill out .1mm undersize, hand ream them to size, then use dowel pins in these holes to locate into the fixture plate. These dowels will also pretty much hold the part in X and Y, with a bolt through one of the big square holes and a large washer just to keep everything dead still. Then you can profile round the edge and chamfer or radius your top edges. When it comes to do the square hole which you have a bolt through, just have a pause in your toolpath and move the bolt over to a different hole. This would then also give you the ability to pull a case off and put a new one on without having to rezero, you could also run a toolpath on all your cases in a row, saving you the need to keep changing tools. If you have more than a couple of these cases to make, it would be well worth the price of a 10mm slab of ali and the hour or so it takes to draw up, machine and fix in place. And also far preferable to dealing with super glue.
(Ok it won't let me upload a pic for some reason, but there's only three holes I can see so you should get the idea)

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks