
Thread: Gear cutting
Threaded View


-
02-10-2010 #7

 Last Activity: 23-09-2017
Last Activity: 23-09-2017




Because everything is done in software you can play "what if ?" to your little hearts content.
Not quite what you want to fit in? How about a 18.5DP cutter or better still to get bang on a 18.67564 DP ?
Sooooooo.
I drew a 40 tooth XL series timing pulley up in CAD [ with the help of Mr SPI Industries ] and got some measurements off it.
] and got some measurements off it.
They went back to Gearotic [TM] and juggled some figures.
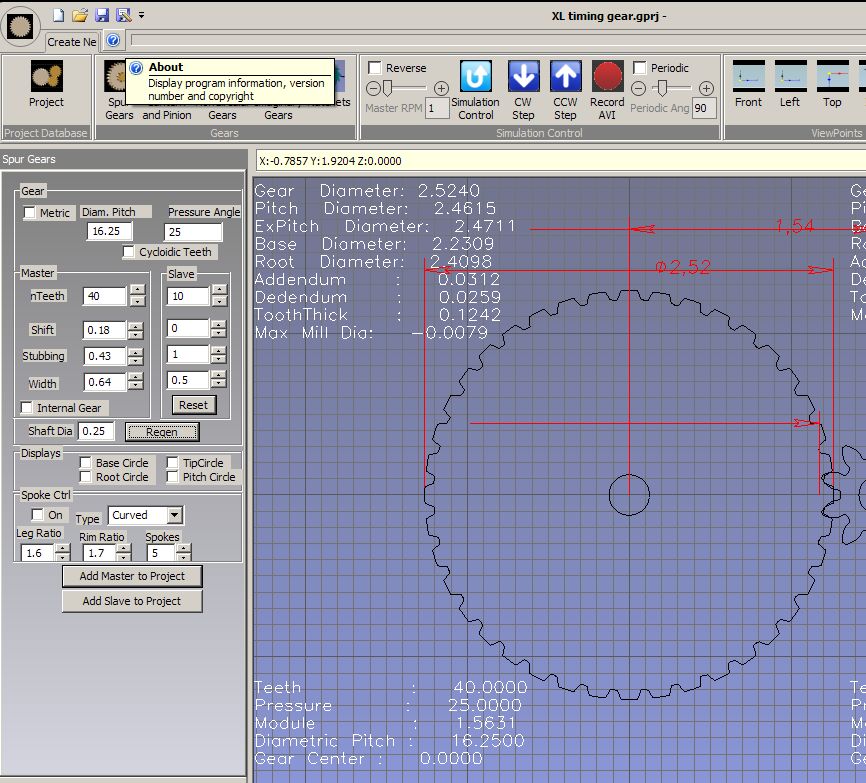
So if we use 16.25 DP we get an OD of 2.5240, we need 2.5240, OK so far
Then play with shift, stubbing and tooth width we get a total depth of 0.0571, we need 0.0550, 2 thou too deep, think I can live with this.
Tooth width is 0.1242 and we need 0.1240, even closer.
Now bung the dxf onto the original drawing and it's within a gnats left bollock.
It's still early days on this program but so was Mach3 at one stage and look where it is now.
Once saved all that is needed to make any XL pulley is to change the number of teeth.John S -

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Natural gear tooth form
By Robin Hewitt in forum General DiscussionReplies: 1Last Post: 13-09-2013, 10:35 AM -
Mill gear box oil
By abfa9358 in forum Machine DiscussionReplies: 8Last Post: 15-05-2011, 04:48 PM -
My first gear, a deadbeat escapement gear for my clock
By clockman in forum Woodworking Project ShowcaseReplies: 9Last Post: 30-01-2011, 11:39 PM -
Thats a nifty piece of gear isn't it
By GeorgeD in forum General DiscussionReplies: 1Last Post: 26-07-2010, 11:02 PM -
Where to get gear blanks in UK...
By irving2008 in forum Machine DiscussionReplies: 4Last Post: 03-01-2010, 03:19 PM

Bookmarks