
Thread: Myford VM-B CNC Conversion.
Hybrid View


-
08-10-2011 #1

 Last Activity: 23-09-2017
Last Activity: 23-09-2017




Next instalment, as I said this is only being done on Tuesdays and Fridays as it's the only time my Grandson can get down.
Still awaiting balls crews etc so got the motor today.

Bog standard 1.1kw, 1.5 HP motor and stripped it down, nothing to these, cover off, fan off and an end shield then pop the rotor out.

Original bearing on left, similar but double row angular contact on right.
One thing to note with these new inverter metric framed motors is the absence of slots in the rotor. These are now coming out with the allow 'winding' pressure die cast into internal slots so the outside of the laminations is uninterrupted, less chance of flying out at high speed.

Shaft pressed out the rotor, keyway broached in and set around the rotor are the existing bearings, two different sized angular contact bearings, existing 20mm and the one I'm going to use at 25mm bore plus a collet and nut for ER25.
I was going to use ER20's but on checking I don't have collets for ER20's so it was a choice of 16's, 25's or 32's so 20's won out.
Next step is to make drawings up of the existing motor so the details can be transposed without cutting metal. This is the existing motor as an accurate drawing.
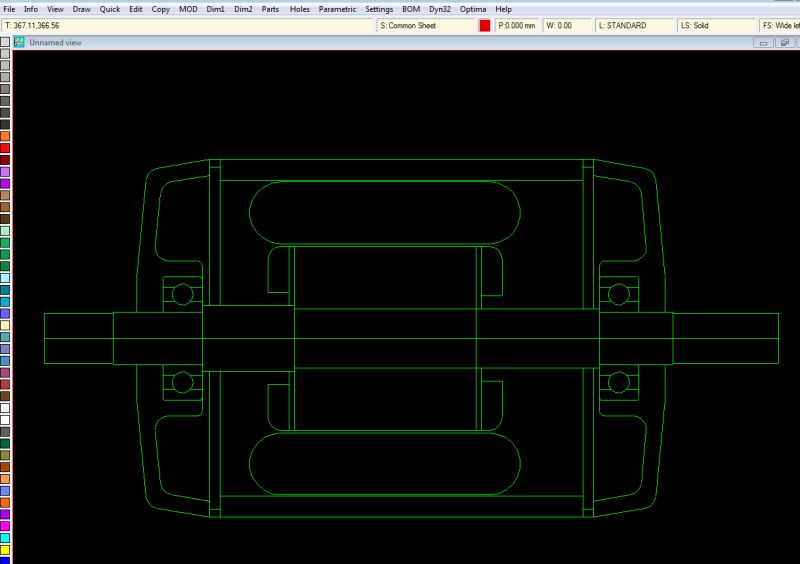
Drive shaft is on the right.
Same drawing with the modified nose superimposed on it.
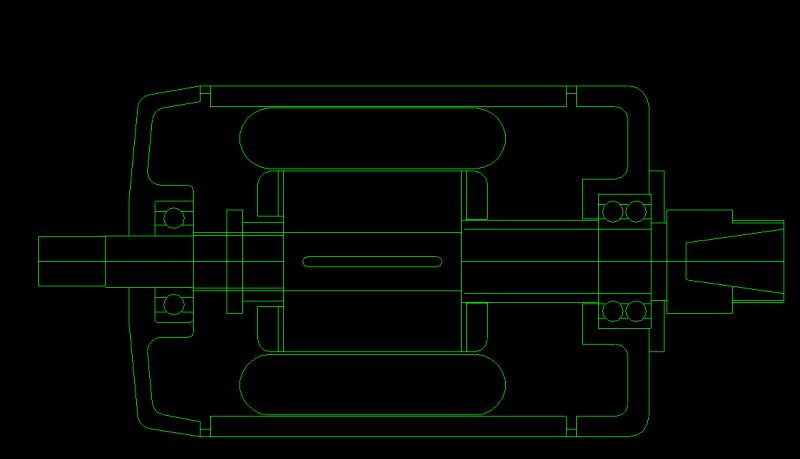
Because the bearing can't go on over the collet nose it's designed to assemble the opposite way and the bearing is held into the front cover by a keep plate so it's held firm with no end float.
This means the rotor will have to assemble onto the shaft after hence the keyway for a sliding fit as opposed to a press fit and a nut on the fan end to secure it all.
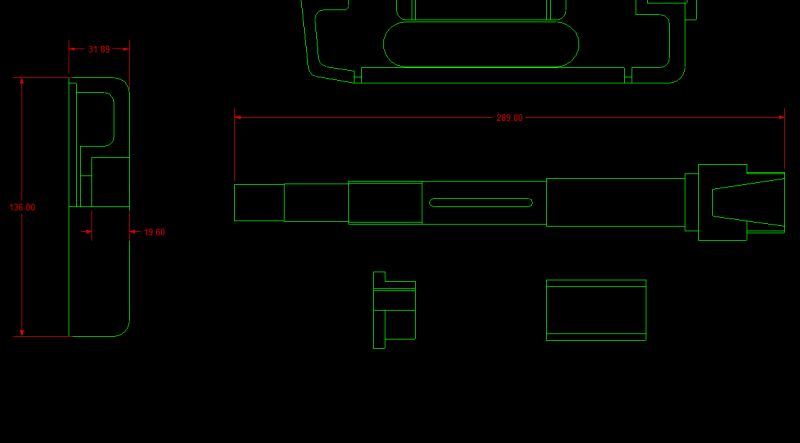
Next job is to copy the spindle, spacer, nut and end cover from the second drawing and dimension up [ only part done so as not to crowd the drawing ] We now have all the details we need to start making the spindle on Tuesday.Last edited by John S; 08-10-2011 at 01:48 PM.
John S -
-
06-11-2011 #2
Last Activity: 23-09-2017
OK, catching up.
Tuesday was out this week because of the show so only Friday available.
Now got the drawing for the spindle from the previous sheets so lump of metal cut and front bit of the spindle machined.
Simple machining, bore the taper , thread for the nut. Next bit is the crucial bit and it's stood me in good stead making quite a few similar spindles.
Remove from the chuck and replace with a bit of Scrapbinium [TM ] turn this down, in this case to 16mm so the largest ER25 collet can grip on it.

Then carefully drill the tail centre hole, do this at low speed so the shaft doesn't whip, once the centre has been drilled and supported the shaft can be belted down to size.
I tend to turn everything down with 1/2 a mill left on for final cutting, the reason behind this is that the shaft is constantly getting hotter as you block the bulk out. Once cool then reset the tail centre as it will have moved moved under expansion and turn to finished size.
This is state of play at the moment.

I need to make the new end housing up, do a quick assemble, check for run out then send for Tuftriding, then final assemble and test run, hopefully by the end of this week and I can get back onto the main frame fitting screws etc.
John S.John S -
-
06-11-2011 #3
Last Activity: 23-09-2017
Managed to get all the bits back and assembled the motor tonight.
Just sat on the bench with a collet and drill blank in the collet and turning by hand i get about 1/4 of a thou run out right on the end.
End housing is just a solid lump of alloy bored for the register and bearing so seeing as it was so thick I belted two 26mm holes in for headlights.

Two 5v CREE LED lights from China, dead bright these are you can weld with them.
Switched off all the lights in the shop and switched these on pointing across the shop.

That's just these two lights. Took another picture with the motor jacked up as though it is working but all you could see was two overlapping orbs so i had to shine the lathe work light over towards the bench to get some background lighting.

Now got to sort an inverter out and test run the motor, bought a big box of 10 surplus inverters a while ago and can't find the damn box.............................John S -
-
06-11-2011 #4
Last Activity: 23-09-2017
Friday nights episode.
New inverter wired up and test run.
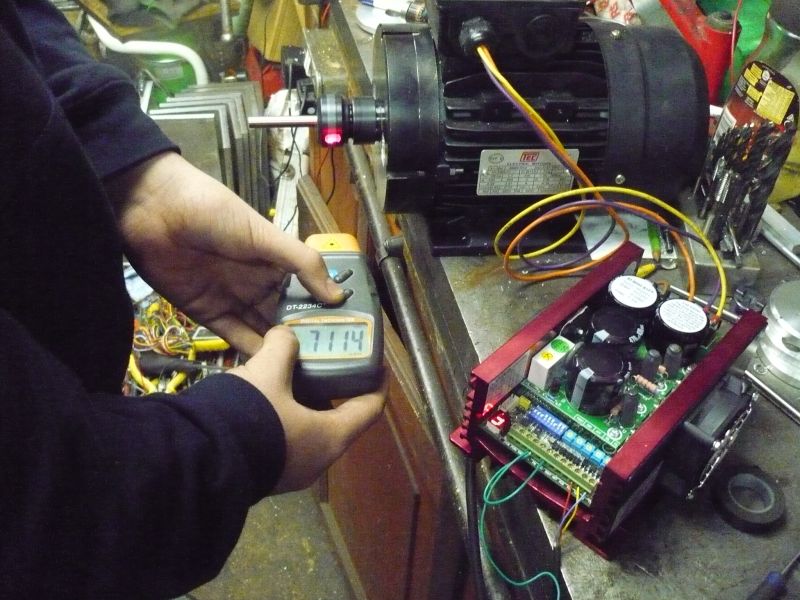
Backed off to 6,000 drops the noise a bit which is mainly fan noise, might pay me to reduce the fan diameter but see how it runs and cuts first.
Conversion plate made and bolted to the head casting with countersunk screws and motor fitted.
need a new set of holes drilled as it's about 40mm too high, not a problem.

State of play at the moment, ball screw fitted roughly, conversion plate needs a tidy up as regards cutting the width down, radius corners etc.
Tuesday night job is to make a top plate that will support the stepper inside the column and carry a bearing block for the top of the ball screw.
Been drawn up and belts and pulleys, 2:1 reduction, HTD 5M, on order.
I have posted three weeks worth of work in one just to gee Rob up as he's slacking on the 636 conversionJohn S -

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
NEW MEMBER: Hi from Denbigh North Wales - Myford ML7 lathe conversion beginner
By veedub1955 in forum New Member IntroductionsReplies: 6Last Post: 27-04-2012, 11:58 AM -
cncyour myford
By bobfly in forum Milling Machines, Builds & ConversionsReplies: 0Last Post: 26-02-2012, 01:34 PM -
CNC Myford ML7
By croy in forum General DiscussionReplies: 0Last Post: 28-05-2011, 07:40 AM -
Myford A5 topslide.
By stephentanks1 in forum Lathes, Lathe Rebuilding & ConversionsReplies: 1Last Post: 18-04-2010, 08:03 PM

Bookmarks