
-
09-10-2014 #21

 Last Activity: 17-08-2025
Last Activity: 17-08-2025




I'm still not understanding what I am looking at.
The plasticiser is the bit that converts granular plastic to melt. This has to connect to the mould, inject the melt, hold the pressure until something freezes, gates, sprue, whatever, disconnect from the mould and melt more granules.
Generally there are 3 ways in to a mould. On the mould parting line, through a sprue bushing, through heated runners where the melt never sets.
I thought that sprue bushing was usually a flat on flat seal with maybe a puff of cold air if stringing got too bad.
I thought I saw something like a countersunk screw head shaped cavity in your picture which would be fine and dandy if it was on the mould parting line because you wouldn't have to worry about getting it all out before the next shot.
-
09-10-2014 #22
 Last Activity: 29-07-2017
Last Activity: 29-07-2017

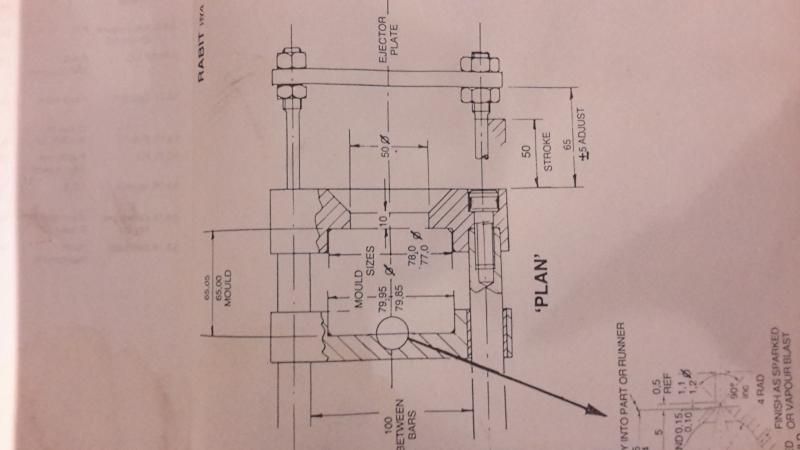
Original scan is a detail view from this sheet
Last edited by gavztheouch; 09-10-2014 at 09:02 PM.
CNC routing and prototyping services www.cncscotland.co.uk
 ADD ME ON FACEBOOKS
ADD ME ON FACEBOOKS
-
09-10-2014 #23
Last Activity: 17-08-2025
So you have two tie bars 4" apart. The platens have 3" indents presumably to locate the mould halves. The moving platen (top) has a 2" hole through which the ejector pins pass.
Can we assume the fixed platen (bottom) has a similar hole, which isn't shown, and the nozzle comes up from below, the drawing Y axis, through that hole. It does not come in from above, the drawing Z axis, to hit the parting line.
-
09-10-2014 #24
Last Activity: 29-07-2017
Yes the nozzle does come up from below in the diagram, but I have it round the wrong way, it needs to be rotated 90 degrees. This is a horizontal machine.
Last edited by gavztheouch; 10-10-2014 at 09:20 AM.
CNC routing and prototyping services www.cncscotland.co.uk
ADD ME ON FACEBOOKS
-
10-10-2014 #25
Last Activity: 29-07-2017
http://www.ebay.co.uk/itm/1411621341...%3AMEBIDX%3AIT
Bought this 40mm long bar from ebay, hopefully I will be able to chuck it up in the lathe and still get enough material sticking out to make a blank for the injection molder.CNC routing and prototyping services www.cncscotland.co.uk
ADD ME ON FACEBOOKS
-
10-10-2014 #26
Last Activity: 17-08-2025
IIRC I have about 4 or 5 feet of 4 1/4" 7075 T6 somewhere in my workshop.
-
13-10-2014 #27
Last Activity: 29-07-2017
Sounds tempting Robin but I don't think my myford will be able to work something that big.
CNC routing and prototyping services www.cncscotland.co.uk
ADD ME ON FACEBOOKS
-
18-10-2014 #28
Last Activity: 29-07-2017
Anyone got any ideas as to what a custom made carbide or hss tool would cost to cut the profile for my injection mold "nozzle gate" as per drawing?
CNC routing and prototyping services www.cncscotland.co.uk
ADD ME ON FACEBOOKS
-
19-10-2014 #29
Last Activity: 1 Week Ago
Can you make one of these
D bit.doc
-
19-10-2014 #30
Last Activity: 17-08-2025
I am still not understanding, isn't this shape ground into steel perfection for you as part of the sprue bushing?

 Reply With Quote
Reply With Quote
Thread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Plastic injection mold making forum?
By gavztheouch in forum Moulding MachinesReplies: 26Last Post: 13-10-2022, 11:31 AM -
New toy - Arburg injection moulder
By Robin Hewitt in forum Moulding MachinesReplies: 13Last Post: 26-10-2014, 11:59 PM -
RFQ: Any Injection Moulders on here, before I buy Chinese ?
By Bazzer in forum Projects, Jobs & RequestsReplies: 11Last Post: 18-05-2013, 11:25 AM -
DIY Injection moulding by JR Hartley.
By HankMcSpank in forum Moulding MachinesReplies: 26Last Post: 04-01-2013, 12:41 AM -
Proxxon MF70 for making injection molds
By forrest in forum Moulding MachinesReplies: 8Last Post: 11-04-2012, 11:30 PM

Bookmarks