
Thread: Initial Design Check Please
Threaded View


-
12-08-2016 #28

 Last Activity: 08-10-2019
Last Activity: 08-10-2019



Hi guys,
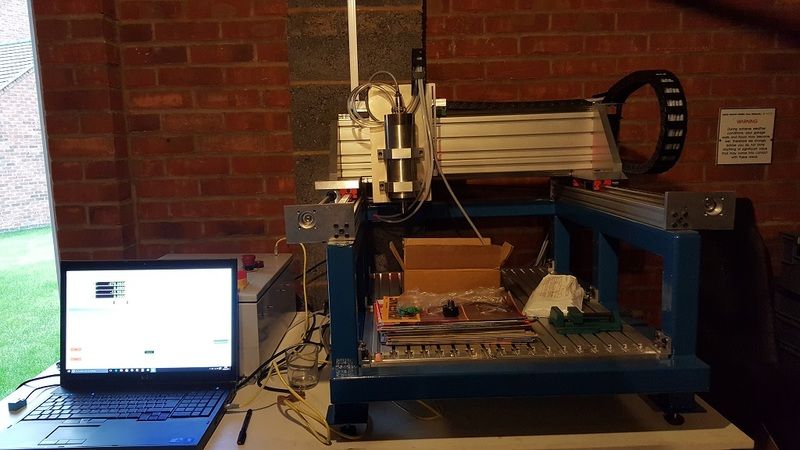
Just an update to say im still alive and have not given up, ive finally moved into my house fully a few days ago, and managed to do some work on the cnc. One of the home sensors was faulty so i swapped that out and its running a basic g code file (although not cutting anything yet) fine. In the file i have though it starts with a tool change request, but the spindle carry on running. Is this because i need to code the macro for the M command?
It homes and has softlimits so it does not hit the stop no matter what prox switches, the estop circuit works as planned.
Ive got to plumb up the pump for the spindle coolent, the touch probe, front estop button and the mist coolant and we should be done.... Although ive started drawing up my 4th axis that will use a harmonic drive.
Other than the list above, i guess i need to learn to use it now, but on question is how do i know if ive got the motor tuning right is there any guide or advice?
Kind Regards
Trev

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Initial workpeice tooling set-up instructions using a pendant controller type machine
By Nthkentman in forum Machine DiscussionReplies: 25Last Post: 30-08-2014, 08:33 PM -
Component Check
By manofgresley in forum General ElectronicsReplies: 1Last Post: 22-04-2014, 06:04 PM -
Initial thoughts on new build
By Neale in forum Gantry/Router Machines & BuildingReplies: 4Last Post: 25-01-2014, 11:05 PM -
Some initial questions....
By andy586 in forum Gantry/Router Machines & BuildingReplies: 5Last Post: 27-01-2013, 03:00 PM -
Newbie Initial Wiring/Setup
By Rikk in forum Motor Drivers & ControllersReplies: 3Last Post: 28-06-2011, 10:19 AM

Bookmarks