
Thread: Thor, or should that be Zeus?
-
06-03-2016 #31

 Last Activity: 19-01-2024
Last Activity: 19-01-2024



 Why would you laugh at something that works perfectly well and with minimal mess.?
Why would you laugh at something that works perfectly well and with minimal mess.? Originally Posted by Robin Hewitt
Originally Posted by Robin Hewitt

Same goes for Odourless mist there's a Clue in the Name "Odour LESS" true while not exactly odour less it certainly isn't unpleasant and gives perfect results with hardly any mess. Unlike conventional Mist system which I think John is refering which choke you to death.
Flood is only any good if it's got plenty of flow and can wash away the chips which isn't easy in deep narrow slots without high rate of flood. Then it gets messy quickly.!!
-
06-03-2016 #32
 Last Activity: 20-12-2024
Last Activity: 20-12-2024
Exactly, even with manual WD squirt, it only needs applying every few inches or more, just enough to keep the cutter flutes wet i guess.
Whats the best thing to put in a mistless system though??
-
06-03-2016 #33
 Last Activity: 17-08-2025
Last Activity: 17-08-2025


Just for fun, here's the safety data sheet

http://www.wd40.co.uk/Files/WD40%20M...07-2015_EN.pdf
Curiously drying out of the HT circuits when your car won't start is no longer one of it's uses.
-
07-03-2016 #34
Last Activity: 1 Week Ago
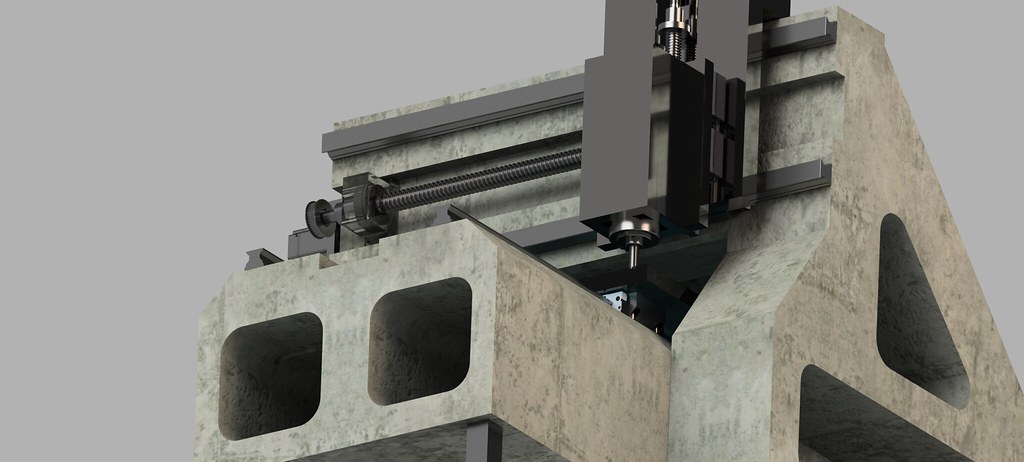
Have updated the design somewhat taking numerous feedback into consideration. Lots more to do before I start to make castings. I bought a lathe today, oldish Boxford Model A, should help with some round stuff I need for this build.

-
08-03-2016 #35
Last Activity: 1 Week Ago
Guys,
Where can I buy cold rolled mild steel plate. I need pieces of metal of around 150mm x 150mm x 80mm (QTY 3). I dont really want to buy a full plate at 80mm size, struggling to find anywhere that will supply in small volume. Alu plate, easily source in this size, but not for mild steel.
Thanks
-
08-03-2016 #36
Last Activity: 20-12-2024
Just a quick question - Why so much mass in this design? Looking at the likes of production mills like Tormach etc, there is nowhere near as much mass in them and they are proven designs.
I like the ideas but over designing is surely as bad as under designing something ??
-
08-03-2016 #37
Last Activity: 1 Week Ago
The idea is to allow for absorption of vibration etc. The hollows in the base structures improve strength and keep the weight bit more palatable. I need to check what the final weight estimate will be, I have had some issues with the files in Fusion, so redrawing some of the machine. Originally Posted by Davek0974
The idea here too is that this machine could be running a lot quicker (velocity and acceleration) than a Tormach. Considering the cost of a Tormach (ignore shipment / import duties, just the raw buy price), Thor should be a better machine.
The Tormach 1100 specs are below:-
110 IPM is 2800 mm/min. I am aiming for upwards of 10 000mm/min at least. The rails, ballscrews and motors that I am using cost more than the entire Tormach machine if I paid full new price (which I did not). This is before adding the controller, electronics, structure costs, spindle etc.Feed Rate: 110 IPM (X,Y)
90 IPM (Z)
-
08-03-2016 #38

 Last Activity: 15-04-2024
Last Activity: 15-04-2024
 Originally Posted by Davek0974
Originally Posted by Davek0974
More mass=Less vibration=Perfect finish /while using perfect tools, perfect toolpaths, etc./
The big traps here being:
more mass=more mistakes during design=more money spend=same result or better with less mass
or
all perfect, but cheap tools, not adequately changing tools where needed, bad programming, so result is mediocre
Clearly if not for the sake of perfection itself, perfect finish, hard materials mostly or a production machine, there is no point going this way. I can not speak for him, but i made mine machine as it is OTT for 3 reasons:
-will machine mainly aluminum
-will machine long pieces like gantries of smaller machines, etc.
-the extra effort was not so expensive looking at the total of it and will pay off on first big job
-
08-03-2016 #39
Last Activity: 20-12-2024
Interesting, thanks. Originally Posted by Chaz
I was only using Torch as an example really but those feed specs are interesting, any idea of the spindle HP rating? It's obviously designed for normal mill usage - bigger tooling, more cut depth, more radial cut depth so I guess 2800mm/min would be in that area.
I guess you will be running fairly high power motors to gain decent acceleration in small distances or it may never reach your high feeds??
Following your build with interest.
-
08-03-2016 #40
Last Activity: 20-12-2024
Yes, I can grasp the mass effect but surely there is a slope of diminishing gains here - it may work perfectly with a mass of say 1000kg but work no better with a mass of say 5000kg?? Originally Posted by Boyan Silyavski
The sweet spot is getting the balance right;)Last edited by Davek0974; 08-03-2016 at 01:47 PM.


 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)

Bookmarks