
-
10-02-2018 #301

 Last Activity: 14-07-2020
Last Activity: 14-07-2020


 Maybe for little odd jobs but for production? At a guess it's about 50% dearer than just buying a bar isn't it?
Maybe for little odd jobs but for production? At a guess it's about 50% dearer than just buying a bar isn't it? Originally Posted by Chaz
Originally Posted by Chaz

-
10-02-2018 #302
 Last Activity: 29-01-2024
Last Activity: 29-01-2024
 Going off AW, 5083 bar worked out more expensive than Plate. Originally Posted by Snapper
Going off AW, 5083 bar worked out more expensive than Plate. Originally Posted by Snapper
Both cut to size.
This is AW though...
-
10-02-2018 #303
 Last Activity: 19-01-2024
Last Activity: 19-01-2024

 Nowhere near 50% more like 10% if that and the savings in machine time can easily justify that. I rarely buy bar stock anymore Originally Posted by Snapper
Nowhere near 50% more like 10% if that and the savings in machine time can easily justify that. I rarely buy bar stock anymore Originally Posted by Snapper
-
11-02-2018 #304
Last Activity: 29-01-2024
Keep getting this strange behaviour from the machine.
Just keeps stuttering, even when just going along a straight path on 1 axis it will judder a lot.
Does it every so often and most of the time I have to turn it off and on again.
Any ideas?
-
13-02-2018 #305
Last Activity: 29-01-2024
-
14-02-2018 #306
Last Activity: 15 Hours Ago
Sounds like chatter to me..
Avoiding the rubbish customer service from AluminiumWarehouse since July '13.
-
14-02-2018 #307
Last Activity: 27-02-2026
Correct it is resonance. Either lower your rpm or up your feedrate.....a lot. This is where having a machine with no rigidity and physical weight plays a big part and restricts what you can do, there is only so far you can push a machine like that.
-
14-02-2018 #308
Last Activity: 29-01-2024
-
14-02-2018 #309
Last Activity: 29-01-2024
Not sure what I am doing wrong here.
It worked before but for some reason is not now...
I am cutting out some holes for some components in the rear of my case.
I am using a 4mm roughing bit to do this (the rough edges help in this case).
I have my part upright in the vice and around 10-15mm clearance luckily.
Here is what it is showing in F360.
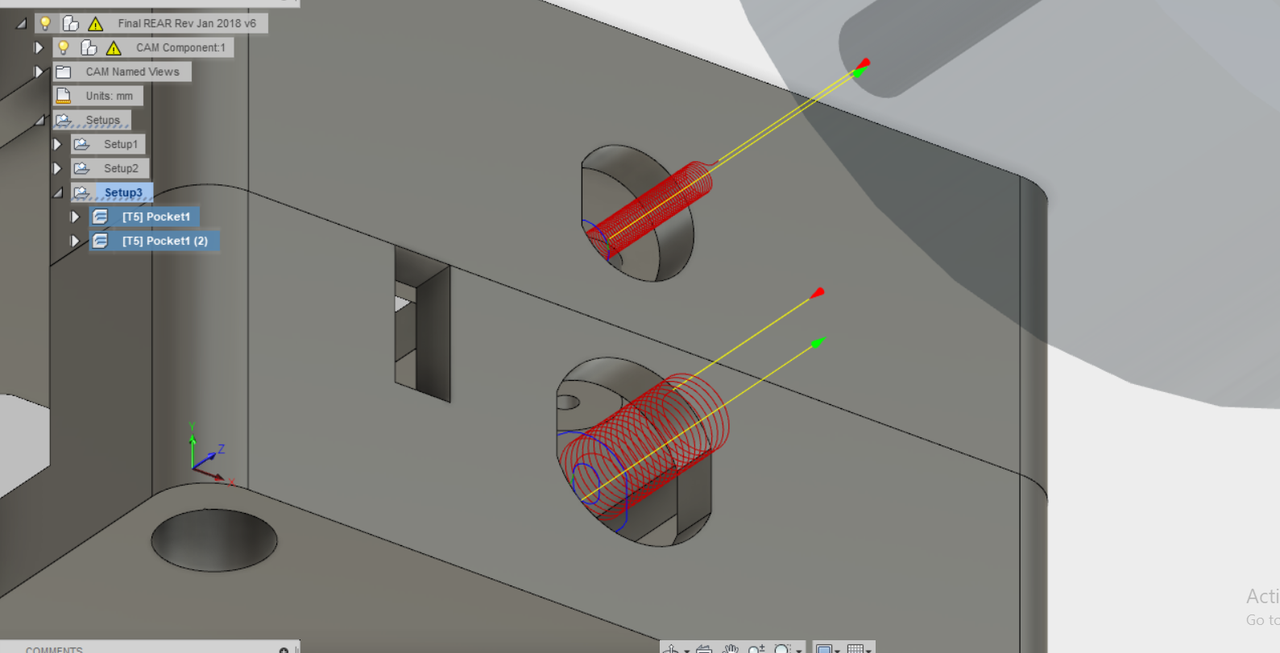
Here is the Gcode;
For some reason. It plunges into the part and then starts the helix.Code:(T5 D=4. CR=0. - ZMIN=-3.5 - FLAT END MILL) G90 G94 G91.1 G40 G49 G17 G21 G28 G91 Z0. G90 (POCKET1) M5 M9 T5 M6 S6000 M3 G54 M7 G0 X22.399 Y9.291 G43 Z15. H2 Z5. G1 Z4.6 F100. G3 X22.398 Y9.272 Z4.479 I1.9 J-0.031 F150. X22.399 Y9.218 Z4.369 I1.9 J-0.013 X22.402 Y9.133 Z4.281 I1.9 J0.042 X22.413 Y9.026 Z4.223 I1.896 J0.127 X22.431 Y8.907 Z4.2 I1.886 J0.234 X26.165 Y9.613 Z3.992 I1.867 J0.353 X22.431 Y8.907 Z3.783 I-1.867 J-0.353 X26.165 Y9.613 Z3.575 I1.867 J0.353 X22.431 Y8.907 Z3.366 I-1.867 J-0.353 X26.165 Y9.613 Z3.158 I1.867 J0.353 X22.431 Y8.907 Z2.949 I-1.867 J-0.353 X26.165 Y9.613 Z2.741 I1.867 J0.353 X22.431 Y8.907 Z2.532 I-1.867 J-0.353 X26.165 Y9.613 Z2.324 I1.867 J0.353 X22.431 Y8.907 Z2.116 I-1.867 J-0.353 X26.165 Y9.613 Z1.907 I1.867 J0.353 X22.431 Y8.907 Z1.699 I-1.867 J-0.353 X26.165 Y9.613 Z1.49 I1.867 J0.353 X22.431 Y8.907 Z1.282 I-1.867 J-0.353 X26.165 Y9.613 Z1.073 I1.867 J0.353 X22.431 Y8.907 Z0.865 I-1.867 J-0.353 X26.165 Y9.613 Z0.656 I1.867 J0.353 X22.431 Y8.907 Z0.448 I-1.867 J-0.353 X26.165 Y9.613 Z0.24 I1.867 J0.353 X22.431 Y8.907 Z0.031 I-1.867 J-0.353 X26.165 Y9.613 Z-0.177 I1.867 J0.353 X22.431 Y8.907 Z-0.386 I-1.867 J-0.353 X26.165 Y9.613 Z-0.594 I1.867 J0.353 X22.431 Y8.907 Z-0.803 I-1.867 J-0.353 X26.165 Y9.613 Z-1.011 I1.867 J0.353 X22.431 Y8.907 Z-1.22 I-1.867 J-0.353 X26.165 Y9.613 Z-1.428 I1.867 J0.353 X22.431 Y8.907 Z-1.636 I-1.867 J-0.353 X26.165 Y9.613 Z-1.845 I1.867 J0.353 X22.431 Y8.907 Z-2.053 I-1.867 J-0.353 X26.165 Y9.613 Z-2.262 I1.867 J0.353 X22.431 Y8.907 Z-2.47 I-1.867 J-0.353 X26.165 Y9.613 Z-2.679 I1.867 J0.353 X22.431 Y8.907 Z-2.887 I-1.867 J-0.353 X26.165 Y9.613 Z-3.096 I1.867 J0.353 X22.431 Y8.907 Z-3.304 I-1.867 J-0.353 X26.198 Y9.26 Z-3.5 I1.867 J0.353 X23.293 I-1.453 J0. G1 Y8.707 F360. G3 X23.822 Y8.055 I0.666 J0. G1 X23.864 Y8.046 G3 X24.136 I0.136 J0.652 G1 X24.178 Y8.055 G3 X24.707 Y8.707 I-0.136 J0.652 G1 Y9.301 G3 X24.217 Y9.943 I-0.666 J0. X23.783 I-0.217 J-0.792 X23.293 Y9.301 I0.176 J-0.642 G1 Y9.26 G2 X22.603 Y8.329 I-0.972 J0. G3 X22.326 Y7.204 I0.195 J-0.645 G1 X22.531 Y7.003 X23.165 Y6.667 X23.918 Y6.51 X24.082 X24.835 Y6.667 X25.461 Y6.998 X25.54 Y7.073 X25.965 Y7.49 X26.2 Y7.907 Y10.1 X25.999 Y10.47 X25.546 Y10.939 X24.968 Y11.285 X24.331 Y11.46 X23.669 X23.032 Y11.285 X22.454 Y10.939 X22.001 Y10.47 X21.8 Y10.1 Y7.907 X22.035 Y7.49 X22.326 Y7.204 G3 X22.426 Y7.132 Z-3.48 I0.28 J0.285 X22.531 Y7.097 Z-3.424 I0.18 J0.357 X22.619 Y7.09 Z-3.335 I0.075 J0.393 X22.676 Y7.096 Z-3.224 I-0.013 J0.4 X22.695 Y7.099 Z-3.1 I-0.07 J0.394 G0 Z15. (POCKET1 2) M7 G0 X24.892 Y21.659 Z15. Z5. G1 Z4.6 F100. G3 X24.876 Y21.67 Z4.479 I-0.429 J-0.615 F150. X24.83 Y21.698 Z4.369 I-0.414 J-0.625 X24.753 Y21.736 Z4.281 I-0.368 J-0.654 X24.651 Y21.77 Z4.223 I-0.291 J-0.691 X24.533 Y21.791 Z4.2 I-0.189 J-0.726 X24.391 Y20.298 Z4.118 I-0.071 J-0.747 X24.533 Y21.791 Z4.035 I0.071 J0.747 X24.391 Y20.298 Z3.953 I-0.071 J-0.747 X24.533 Y21.791 Z3.871 I0.071 J0.747 X24.391 Y20.298 Z3.789 I-0.071 J-0.747 X24.533 Y21.791 Z3.706 I0.071 J0.747 X24.391 Y20.298 Z3.624 I-0.071 J-0.747 X24.533 Y21.791 Z3.542 I0.071 J0.747 X24.391 Y20.298 Z3.459 I-0.071 J-0.747 X24.533 Y21.791 Z3.377 I0.071 J0.747 X24.391 Y20.298 Z3.295 I-0.071 J-0.747 X24.533 Y21.791 Z3.213 I0.071 J0.747 X24.391 Y20.298 Z3.13 I-0.071 J-0.747 X24.533 Y21.791 Z3.048 I0.071 J0.747 X24.391 Y20.298 Z2.966 I-0.071 J-0.747 X24.533 Y21.791 Z2.884 I0.071 J0.747 X24.391 Y20.298 Z2.801 I-0.071 J-0.747 X24.533 Y21.791 Z2.719 I0.071 J0.747 X24.391 Y20.298 Z2.637 I-0.071 J-0.747 X24.533 Y21.791 Z2.554 I0.071 J0.747 X24.391 Y20.298 Z2.472 I-0.071 J-0.747 X24.533 Y21.791 Z2.39 I0.071 J0.747 X24.391 Y20.298 Z2.308 I-0.071 J-0.747 X24.533 Y21.791 Z2.225 I0.071 J0.747 X24.391 Y20.298 Z2.143 I-0.071 J-0.747 X24.533 Y21.791 Z2.061 I0.071 J0.747 X24.391 Y20.298 Z1.978 I-0.071 J-0.747 X24.533 Y21.791 Z1.896 I0.071 J0.747 X24.391 Y20.298 Z1.814 I-0.071 J-0.747 X24.533 Y21.791 Z1.732 I0.071 J0.747 X24.391 Y20.298 Z1.649 I-0.071 J-0.747 X24.533 Y21.791 Z1.567 I0.071 J0.747 X24.391 Y20.298 Z1.485 I-0.071 J-0.747 X24.533 Y21.791 Z1.402 I0.071 J0.747 X24.391 Y20.298 Z1.32 I-0.071 J-0.747 X24.533 Y21.791 Z1.238 I0.071 J0.747 X24.391 Y20.298 Z1.156 I-0.071 J-0.747 X24.533 Y21.791 Z1.073 I0.071 J0.747 X24.391 Y20.298 Z0.991 I-0.071 J-0.747 X24.533 Y21.791 Z0.909 I0.071 J0.747 X24.391 Y20.298 Z0.827 I-0.071 J-0.747 X24.533 Y21.791 Z0.744 I0.071 J0.747 X24.391 Y20.298 Z0.662 I-0.071 J-0.747 X24.533 Y21.791 Z0.58 I0.071 J0.747 X24.391 Y20.298 Z0.497 I-0.071 J-0.747 X24.533 Y21.791 Z0.415 I0.071 J0.747 X24.391 Y20.298 Z0.333 I-0.071 J-0.747 X24.533 Y21.791 Z0.251 I0.071 J0.747 X24.391 Y20.298 Z0.168 I-0.071 J-0.747 X24.533 Y21.791 Z0.086 I0.071 J0.747 X24.391 Y20.298 Z0.004 I-0.071 J-0.747 X24.533 Y21.791 Z-0.079 I0.071 J0.747 X24.391 Y20.298 Z-0.161 I-0.071 J-0.747 X24.533 Y21.791 Z-0.243 I0.071 J0.747 X24.391 Y20.298 Z-0.325 I-0.071 J-0.747 X24.533 Y21.791 Z-0.408 I0.071 J0.747 X24.391 Y20.298 Z-0.49 I-0.071 J-0.747 X24.533 Y21.791 Z-0.572 I0.071 J0.747 X24.391 Y20.298 Z-0.655 I-0.071 J-0.747 X24.533 Y21.791 Z-0.737 I0.071 J0.747 X24.391 Y20.298 Z-0.819 I-0.071 J-0.747 X24.533 Y21.791 Z-0.901 I0.071 J0.747 X24.391 Y20.298 Z-0.984 I-0.071 J-0.747 X24.533 Y21.791 Z-1.066 I0.071 J0.747 X24.391 Y20.298 Z-1.148 I-0.071 J-0.747 X24.533 Y21.791 Z-1.23 I0.071 J0.747 X24.391 Y20.298 Z-1.313 I-0.071 J-0.747 X24.533 Y21.791 Z-1.395 I0.071 J0.747 X24.391 Y20.298 Z-1.477 I-0.071 J-0.747 X24.533 Y21.791 Z-1.56 I0.071 J0.747 X24.391 Y20.298 Z-1.642 I-0.071 J-0.747 X24.533 Y21.791 Z-1.724 I0.071 J0.747 X24.391 Y20.298 Z-1.806 I-0.071 J-0.747 X24.533 Y21.791 Z-1.889 I0.071 J0.747 X24.391 Y20.298 Z-1.971 I-0.071 J-0.747 X24.533 Y21.791 Z-2.053 I0.071 J0.747 X24.391 Y20.298 Z-2.136 I-0.071 J-0.747 X24.533 Y21.791 Z-2.218 I0.071 J0.747 X24.391 Y20.298 Z-2.3 I-0.071 J-0.747 X24.533 Y21.791 Z-2.382 I0.071 J0.747 X24.391 Y20.298 Z-2.465 I-0.071 J-0.747 X24.533 Y21.791 Z-2.547 I0.071 J0.747 X24.391 Y20.298 Z-2.629 I-0.071 J-0.747 X24.533 Y21.791 Z-2.712 I0.071 J0.747 X24.391 Y20.298 Z-2.794 I-0.071 J-0.747 X24.533 Y21.791 Z-2.876 I0.071 J0.747 X24.391 Y20.298 Z-2.958 I-0.071 J-0.747 X24.533 Y21.791 Z-3.041 I0.071 J0.747 X24.391 Y20.298 Z-3.123 I-0.071 J-0.747 X24.533 Y21.791 Z-3.205 I0.071 J0.747 X24.391 Y20.298 Z-3.287 I-0.071 J-0.747 X24.533 Y21.791 Z-3.37 I0.071 J0.747 X24.391 Y20.298 Z-3.452 I-0.071 J-0.747 X25.202 Y21.168 Z-3.5 I0.071 J0.747 G1 X25.164 Y21.395 F360. X24.976 Y21.743 X24.677 Y22.021 X24.314 Y22.181 X23.919 Y22.216 X23.723 Y22.17 X23.53 Y22.122 X23.182 Y21.9 X23.158 Y21.868 Y20.129 X23.182 Y20.097 X23.53 Y19.875 X23.91 Y19.78 X24.314 Y19.816 X24.677 Y19.976 X24.976 Y20.255 X25.164 Y20.602 X25.23 Y20.999 X25.202 Y21.168 G3 X25.163 Y21.284 Z-3.48 I-0.395 J-0.066 X25.099 Y21.375 Z-3.424 I-0.356 J-0.183 X25.032 Y21.433 Z-3.335 I-0.292 J-0.273 X24.983 Y21.461 Z-3.224 I-0.225 J-0.331 X24.965 Y21.469 Z-3.1 I-0.176 J-0.359 G0 Z15. M9 G28 G91 Z0. G28 X0. Y0. M30
The tool Z height is set to the top of the part, and Mach3 confirms this. But Mach3 plunges the bit into the part.
Any ideas?
-
14-02-2018 #310
Last Activity: 1 Day Ago

 Sticking my neck out a bit here.(T5 D=4. CR=0. - ZMIN=-3.5 - FLAT END MILL)
Sticking my neck out a bit here.(T5 D=4. CR=0. - ZMIN=-3.5 - FLAT END MILL)
G90 G94 G91.1 G40 G49 G17
G21
G28 G91 Z0.
G90
(POCKET1)
M5
M9
T5 M6
S6000 M3
G54
M7
G0 X22.399 Y9.291
G43 Z15. H2
Z5.
G1 Z4.6 F100.
G3 X22.398 Y9.272 Z4.479 I1.9 J-0.031 F150.
Seems strange that you have a Z5 then a Z4.6 (I would expect this to be -ve value) I see you have tool length comp on with the G43 Z15. H2 is this correct in your tool table..Clive
The more you know, The better you know, How little you know

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 2 users browsing this thread. (0 members and 2 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks