
-
01-12-2017 #241

 Last Activity: 27-02-2026
Last Activity: 27-02-2026


Because you are using 6mm cutters from memory, I filmed a very simple job I did a day ago producing some slots. 3 Flute High Helix 6 mm Dim 6.7 wide slot, the difference is this cutter is not a ripper as you are using for roughing out, It would be considerably faster with a ripper but for this job it worked as it was.
One of the examples of this is how important coolant is and you can see what we do in industry, especially in closed slots like this where there isnt a lot of room for swarf
It's not fast and the speeds can be ramped up a fair bit if needs be, but it was adequate for the job in had without any risks. The time i had debured the previous part the one on the machine is done, so speed isnt always everything. My machine is not massively fast as its a solid way machine but that does have advantages also.
https://www.youtube.com/watch?v=RT6XYkOYJHwhttp://
Last edited by spluppit; 01-12-2017 at 02:52 PM.
-
04-12-2017 #242
 Last Activity: 29-01-2024
Last Activity: 29-01-2024

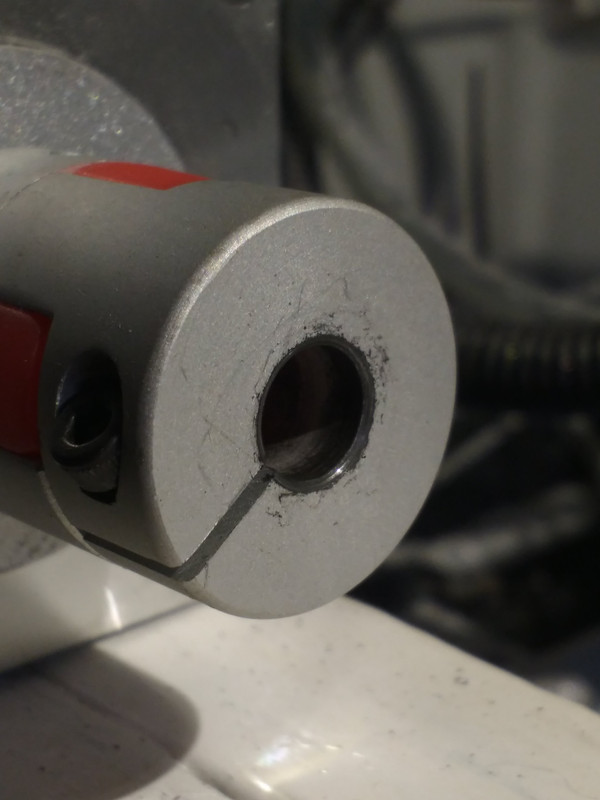
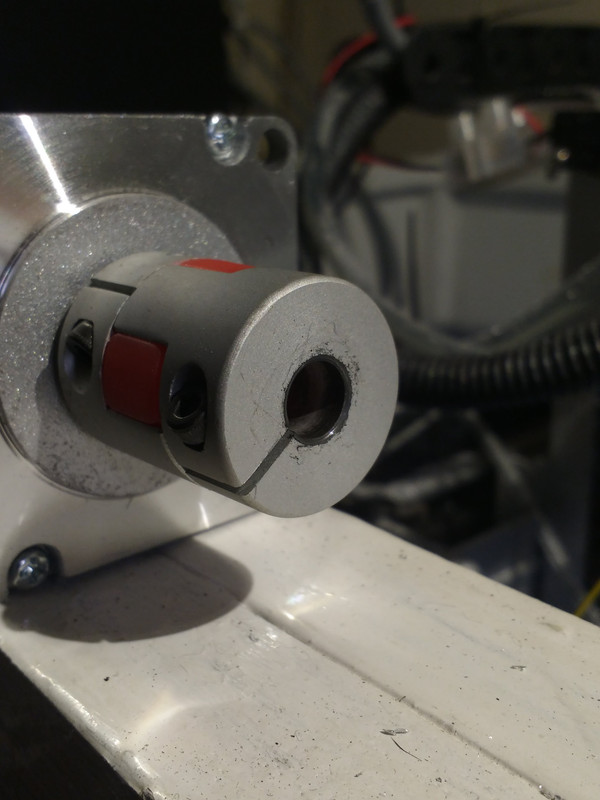

Slippage...

-
04-12-2017 #243
Last Activity: 14-07-2020

Just a note on the 8mm drill bit these spindles really don't like spinning slow enough and the framework isn't strong enough you will dull bits faster than you can blink. 6.5mm is ok for predrilling.
-
15-01-2018 #244
Last Activity: 29-01-2024
Still having problems with accuracy.
I have my custom vice jaws that hold my case parts. I use the probe to touch off for origin.
I then run a small test cut to double check and it is usually 0.1-0.2mm out in Y.
I then test again and looks fine.
Remove part from vice and replace with same part, and for some reason the X is now out by quite a bit. 0.3-0.5mm from the looks of it.
I know the vice clamping down on the part does make it bend slightly. But I am only going finger tight to reduce this.
Any ideas?
Literally the last operation on the part to chamfer it. I would do it by hand if I could but I also have to drill holes for bolt heads.
-
15-01-2018 #245
Last Activity: 14-07-2020
You're using a drill vice, you're never going to get repeatability out of it, 0.1-0.3 isn't bad considering. They don't close evenly, the jaws don't shut parallel, they push the work up when they close and as you've mentioned because your part is thin it's susceptible to bending.
 Originally Posted by JOGARA
Originally Posted by JOGARA

As I mentioned before, a jig plate would be a far more suitable fixture for the 2nd setup. Once made it would be much quicker to set up and a lot more accurate and repeatable.
-
15-01-2018 #246
Last Activity: 29-01-2024
No idea where to start creating a jig plate for these cases. Originally Posted by Snapper
-
15-01-2018 #247
Last Activity: 14-07-2020
If it's specific for one part then your imagination is the limit. You just need a method to quickly and accurately place the part on the jig, some sort of reference to touch off, and a way to hold it. As a couple of examples, if you have holes or can find somewhere to put extra holes for dowels on what will be the bottom face that's a really easy and accurate way to do it. You could cut a pocket in the plate for the part to sit in. Could even just have a straight edge in each X and Y to butt the part up against. And just a way to hold it down, step clamps, bolts directly through any through holes etc. Originally Posted by JOGARA
The amount of time this could save you compared to flipping and touching off each part in the vice for every single op could be substantial, leaving you only needing to set up for each op once at the start of the day. So you'd use some sort of reference in your vice to line stock up with and cut so many parts from one side in the vice, then set up once on the jig plate and do all the flip side. If you see what I mean. Save your work offsets for your vice and jig work as G54 and G55 then when you start your machine the next day all you have to do is chuck up your edge finder/probe or whatever you use and make tiny adjustments to account for the error in the home switches at the start of the day.
For batch work on a machine like this with the tools you have I can't think of a better way to do it.Last edited by Snapper; 15-01-2018 at 10:29 PM.
-
16-01-2018 #248
Last Activity: 29-01-2024
Originally Posted by Snapper
Or get a propper machine vice? :p
What I can't work out with my part is how to clamp it down with a jig.
The part I want to chamfer are the outer edges and then the button holes and bolt holes.
If I was to hold the part using any of these, I add time to my operation.
I am thinking just get a decent vice that is meant to CNC and make my soft jaws for it.
They work well as work holding though obviously, I do have a slight bend in the material due to the design.
Not helping myself atm holding the part lengthways instead of widthways.
-
16-01-2018 #249
Last Activity: 14-07-2020
Yeah, you'd clamp from say the external and do all the internal chamfers then clamp from inside to do the external. Moving a couple of bolts and clamps is measured in seconds, compared to chucking up and adjusting your probe if you're finding need for it. And it reduces or entirely negates the chances of twisting your piece. You might also find that you're taking so much meat out of the part in the first op that the vice is distorting the work anyway once it's cut down so much.
Just a suggestion anyway and something to think about.
-
16-01-2018 #250
Last Activity: 28-04-2026

What about a tooling plate and edge clamps?
https://www.google.co.uk/search?q=mi...w=1278&bih=660You think that's too expensive? You're not a Model Engineer are you? :D

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
New 6040 owner looking for advice from others with a chinese 6040/3040
By itsmillertime in forum Machine DiscussionReplies: 12Last Post: 14-10-2019, 08:30 AM -
Newbie question re converting my 6040 machine to use a laser
By GaryWilliams in forum Laser Machines & BuildingReplies: 2Last Post: 19-10-2015, 03:09 PM -
10 / 15mm thick 6061 aluminium alloy sheet ?
By rnr107 in forum Marketplace DiscussionReplies: 10Last Post: 14-01-2014, 12:15 AM -
FOR SALE: Polypropylene compound
By Bjh1985 in forum Items For SaleReplies: 0Last Post: 08-09-2013, 09:39 AM -
NEW MEMBER: Newbie From China
By jenniferxu in forum New Member IntroductionsReplies: 1Last Post: 04-01-2011, 06:02 PM

Bookmarks