
-
04-03-2011 #11

 Last Activity: 24-03-2022
Last Activity: 24-03-2022


 yea, thats the one, dont run the sphere unless your sure youve cracked the problem (or you have a boat load of wood and time) might be wiser to cut a hole in something and measure how round it isI presume I need to lower the Z from 700
yea, thats the one, dont run the sphere unless your sure youve cracked the problem (or you have a boat load of wood and time) might be wiser to cut a hole in something and measure how round it isI presume I need to lower the Z from 700
-
04-03-2011 #12
 Last Activity: 11-01-2024
Last Activity: 11-01-2024
The fact that all three axes are loosing steps is suspicious but the feed rates do seem high so that might explain it - are you running ball screws. Where did the configuration parameters come from?
I use EMC2 and don't know much about Mach 3 but a quick skim of the manual found a couple of references to step pulse width and inversion...
"Pulse width is another consideration. Most drives will work well with a 1 microsecond minimum pulse
width. If you have problems with the test moves (e.g. motor seems too noisy), first check that your step
pulses are not inverted (by Low active being set incorrectly for Step on the Ports and Pins>Motor
Outputs tab), then you might try increasing the pulse width to, say, 5 microseconds. The Step and
Direction interface is very simple but, because it can still “sort of work” when configured badly, it can
be difficult to fault-find without being very systematic and/or looking at the pulses with an oscillo-
scope."
So if the motors sound rough at moderate feed rates it might be worth checking that the low active or high active setting is set to match your drivers. What machine is it you've got? Are there any technical documents with it?
As Mark says, it's all part of the learning experience - I've got a couple of parts on the mill that need remaking due to it loosing steps while I was making the parts needed to stop it loosing steps :-)
-
04-03-2011 #13
Last Activity: 26-04-2011
ok..... so I've just found a setting for axis calibration and adjusted as follows.....:
X set to move 80mm and moved only 77mm
y set to move 80mm and moved 80.5mm
z set to move -50mm and moved -48.5mm
lets see if this make a significant difference.
Also noticed this line in the GCode:
N80X0.000Y0.000F2400.0
Is the F for feed rate and is it too fast...?
Thanks in advance!!!
-
04-03-2011 #14
 Last Activity: 05-04-2020
Last Activity: 05-04-2020


Hmm, that 'sphere' looks familiar! :whistling:
I think you should try running back and fourth with a greatly reduced feed rate. Say 50%. If it does go back to zero accurately you then know it's missed steps, not something more interesting happening.
You may find that it runs fine when jogging, but not in reality due to there being multiple motors running when cutting. So try jogging both X and Y by pressing multiple arrow keys at the same time.
If you really want to do it properly then get a piece of string, a pulley and a suitable weight (say 10N ish, much more if you're thinking of cutting aluminum) to simulate the cutting force. Set it up so that moving the X axis lifts the mass vertically and ideally have it so the string from the Z axis to the pulley is horizontal. Shouldn't be too hard ... Repeat the process for Y, and Z if you're keen!
Hope that helps...
Oh and to answer the original question - no that's not what backlash will do. Poor backlash would cause 4 lines to be visible on the surface of the sphere, each at the point where the X or Y axis changes direction.
-
04-03-2011 #15
Last Activity: 05-04-2020
Yes that's right. 2400mm/min is much too fast for your machine seeing as the x/y will only do 1500. Mach3 will automatically limit the feedrate to 1500, but still if your machine only just manages to rapid at that speed it's no wonder it looses steps with the additional force due to cutting.
 Originally Posted by Minnican
Originally Posted by Minnican

I'd set the feedrate to maybe 800mm/min to start with and see how it goes. Be careful though - too low a feedrate and too high a spindle speed will burn the cutter. So check it's not getting too hot...
-
04-03-2011 #16
Last Activity: 26-04-2011
This forum is great........ thanks for all the advice...... I'll let you know how my next sphere gets on in the morning......!!
-
06-03-2011 #17
Last Activity: 26-04-2011
Ok.... so had a day off yesterday but back today.....
I have changed and rechanged every setting I can find without any change in performance but finally I changed the "step pulse" to 10 and the "dir pulse" to 15 for each of the axises. The whole mill now sounds sweet without the "grinding" noises I had experienced from day 1. It actually sounds like other mills I have seen on Youtube etc.
I've run the top half of the sphere again and this is the result......
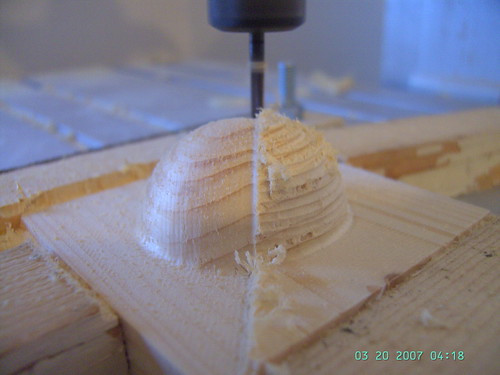
Note my cutter seems to get very close to the sphere on the roughing toolpath, this was something I didn't expect and a potential problem, I presume this is solved using longer cutters?
Thanks for all the advice...... I've learnt much following all your suggestions....... and above all found a cure for this problem.Last edited by Lee Roberts; 09-03-2011 at 09:21 PM. Reason: added image
-
06-03-2011 #18
Last Activity: 22-12-2013
That looks a whole lot better
-
06-03-2011 #19
Last Activity: 24-03-2022
Splendid!!..... i bet that felt a whole lot betterI've run the top half of the sphere again and this is the result......

not sure if i get what you are saying...Note my cutter seems to get very close to the sphere on the roughing toolpath, this was something I didn't expect and a potential problem, I presume this is solved using longer cutters?
i cant see any rough cut marks through the last cut... if your having problems though you will have to stipulate at the CAM stage of your G-code production how much clearence you want between your rough cut and finish cut
-
06-03-2011 #20
Last Activity: 05-04-2020
I think you're referring to the chuck colliding with the sphere? If so then yes a longer cutter is the way to go. Be careful though - cutter rigidity is inversely proportional to the cube of the length of the cutter. Originally Posted by Minnican

 Reply With Quote
Reply With QuoteThread Information
Users Browsing this Thread
There are currently 1 users browsing this thread. (0 members and 1 guests)
Similar Threads
-
Micro lathe Zero backlash* conversion
By Jonathan in forum Lathes, Lathe Rebuilding & ConversionsReplies: 14Last Post: 22-09-2012, 10:56 PM -
backlash mack3
By h4ppy-chris in forum General DiscussionReplies: 9Last Post: 29-01-2011, 01:11 PM -
Sieg X3 backlash...
By Vikash in forum General DiscussionReplies: 0Last Post: 20-10-2010, 02:51 PM -
Positive backlash???
By fasteddy in forum Gantry/Router Machines & BuildingReplies: 3Last Post: 18-08-2010, 05:04 PM -
Sieg C3 backlash problem
By Cret in forum Milling Machines, Builds & ConversionsReplies: 10Last Post: 08-09-2009, 07:18 AM

Bookmarks